-
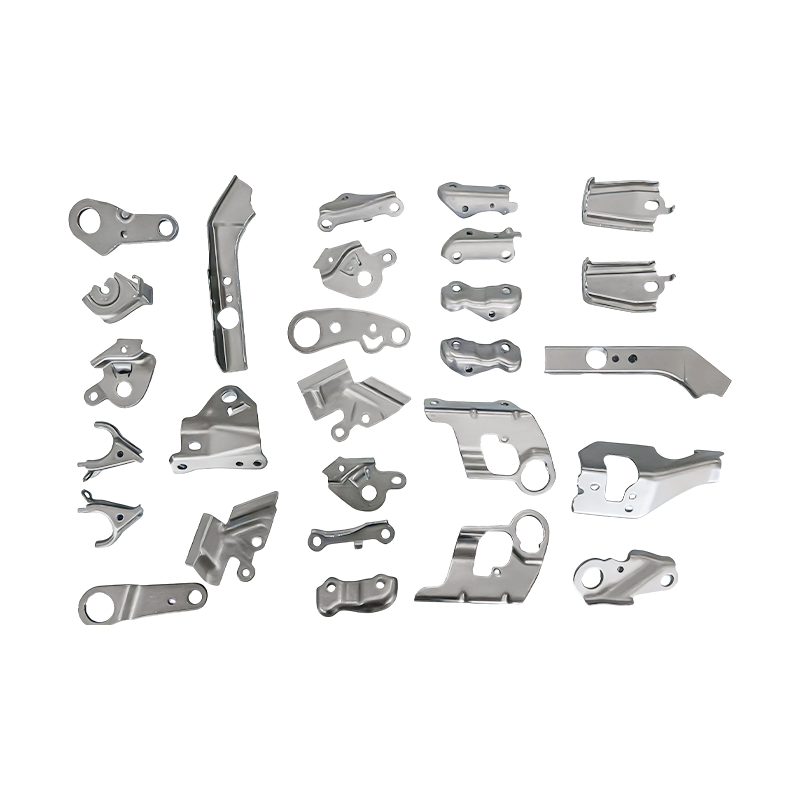
Malé automobilové díly progresivní lisovací díly
Naše díly pro progresivní lisování malých autom...
-
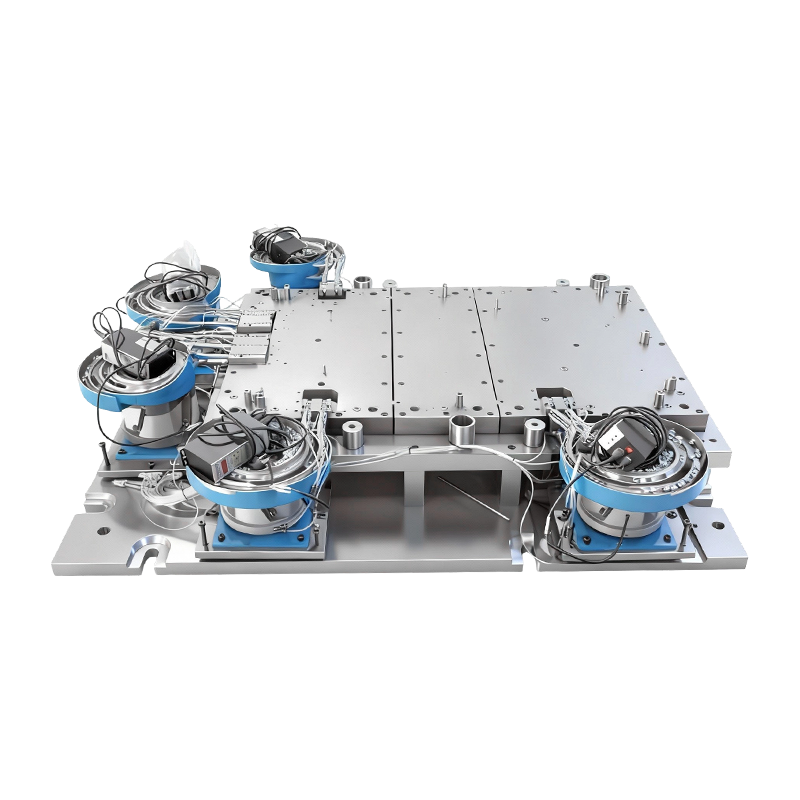
Automatická nýtovací forma pro velkou základnu počítačového stroje
Tato automatická nýtovací forma pro základnu ve...
-
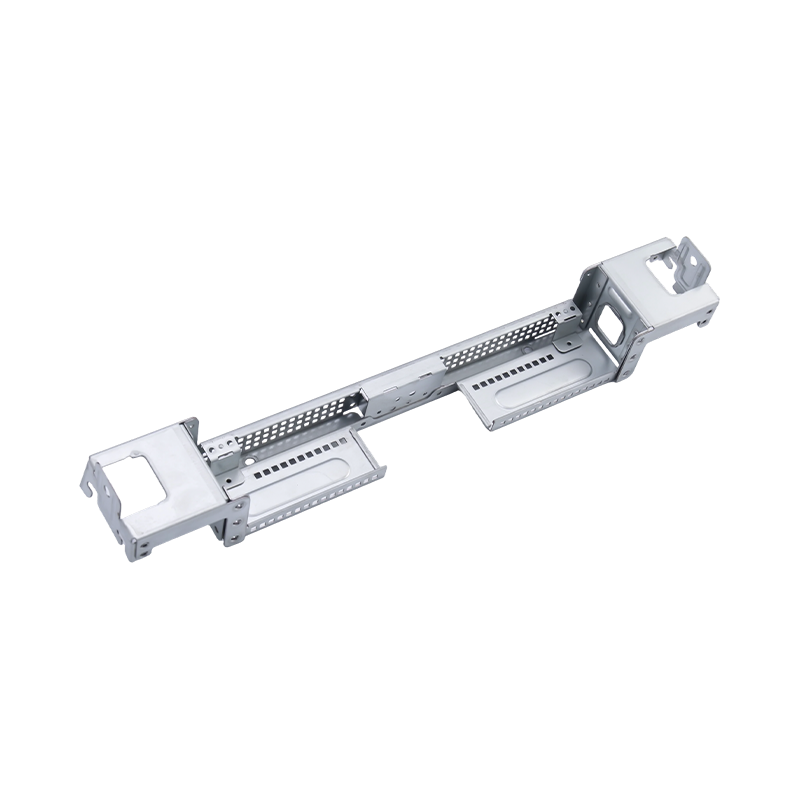
Špičkové velké počítačové lisovací díly
Naše špičkové díly pro velké počítačové lisy js...
-
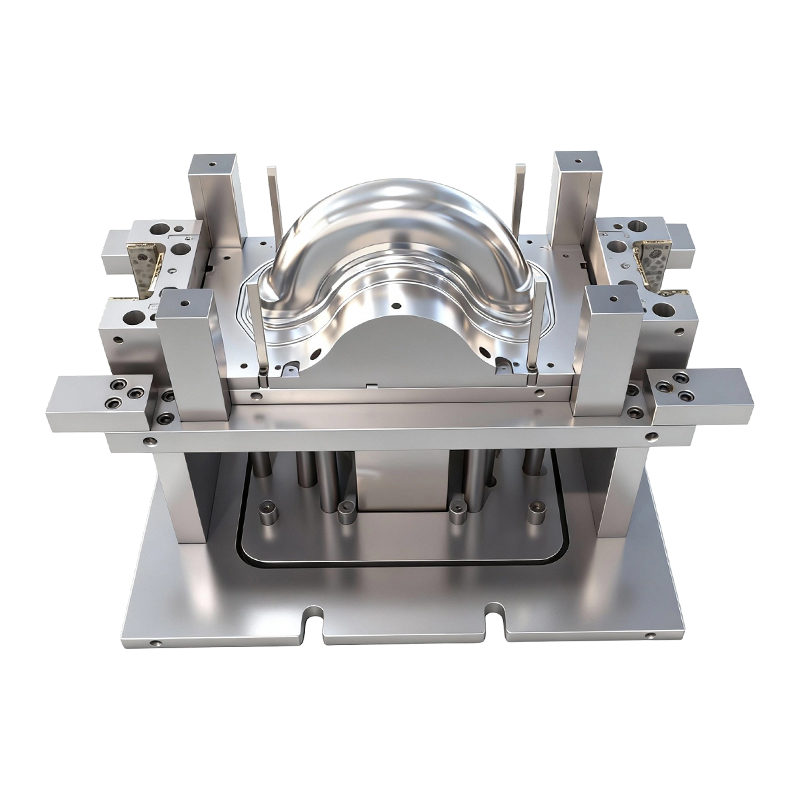
Hlubokotažná forma pro přední a zadní kola dvoukolových elektrických vozidel
Tato hlubokotažná forma pro přední a zadní kola...
-
Progresivní formy pro automobilové díly
Tato kontinuální forma pro kryty automobilových...
-
Laptopové lisovací díly
Naše lisovací díly pro notebooky jsou precizně ...
Novinky z oboru
Domů / Novinky / Novinky z oboru / Jaký je rozdíl mezi progresivními a transferovými lisovacími nástroji na kov?
Jaký je rozdíl mezi progresivními a transferovými lisovacími nástroji na kov?
2026-02-25
Jak každý typ matrice posouvá materiál lisem
Nejzásadnější rozdíl mezi progresivními a transferovými lisovacími nástroji na kov spočívá v tom, jak se obrobek pohybuje z jedné tvářecí stanice do druhé. V progresivní matrici zůstává polotovar připojen k původnímu pásku svitku po celou dobu tváření. Pás se při každém zdvihu lisu posouvá o pevnou rozteč a nese částečně vytvarované díly přes po sobě jdoucí stanice – děrování, propichování, ohýbání, tažení – dokud není hotový díl odříznut od kostry na konečné stanici. Díl není nikdy fyzicky oddělen od pásu, dokud není tvarování dokončeno, což znamená, že pás samotný funguje jako nosič a lokalizační reference pro každou operaci.
Přenést kovové raznice fungují na zcela jiném principu. Polotovar se odřízne ze svitku nebo plechu na první stanici a poté se přesune jako volný, nezávislý kus ze stanice do stanice pomocí mechanického nebo servopohonu řízeného systému přenosových prstů. Protože součást již není připojena k pásu, lze ji přemístit, převrátit nebo přeorientovat mezi stanicemi – pohyby, které jsou geometricky nemožné, když je obrobek stále připojen k průběžnému nosiči. Tento rozdíl ve způsobu zacházení s materiálem je hlavní příčinou téměř všech ostatních rozdílů mezi těmito dvěma typy lisovacích nástrojů, pokud jde o schopnosti, náklady a použití.
Geometrie součásti a složitost tváření
Progresivní kovové raznice jsou nejvhodnější pro díly, které jsou relativně ploché nebo mělké v profilu. Protože součást zůstává v pásu, je celková výška jakéhokoli tvarovaného prvku omezena potřebou, aby pás pokračoval v čistém podávání skrz matrici, aniž by tvarovaná geometrie zanášela sousední stanice nebo samotnou strukturu matrice. U součástí s malou hloubkou tažení – držáky, svorky, spony, laminace a hardware s tenkým průřezem – toto omezení zřídka záleží a progresivní nástroje jsou přirozenou volbou. Uspořádání pásu může být často navrženo tak, aby bylo dosaženo míry využití materiálu nad 75 %, a absence přenosového mechanismu znamená méně mechanických součástí a jednodušší celkový systém.
Přenést metal stamping dies become necessary when part geometry demands forming in multiple planes, deep drawing on more than one axis, or operations on surfaces that face downward relative to the strip — a configuration impossible to tool in a progressive die. Shell-shaped components, tubular cross-sections, parts with undercut flanges, and deep-drawn housings all fall into this category. Because the blank travels as an individual piece, the transfer die can present it to each station in the optimal orientation, including upside-down or rotated 90° if the forming geometry requires it. This three-dimensional freedom is the primary technical justification for the higher tooling investment that transfer dies require.
Rychlost, propustnost a objem výroby
Progresivní kovové raznice trvale překonávají přenosové raznice v počtu zdvihů za minutu. Protože neexistuje žádný přenosový mechanismus pro synchronizaci – žádné prsty, které by se mezi zdvihy vysouvaly, uchopovaly, pohybovaly a zatahovaly – mohou progresivní matrice pracovat rychlostí 200 až 1 500 SPM v závislosti na složitosti součásti a schopnosti lisu. Pro velkoobjemovou výrobu malých až středních dílů měřenou v milionech kusů za rok se tato rychlostní výhoda promítá do rozhodujícího přínosu pro průchodnost, který je pro jakoukoli jinou metodu lisování obtížně srovnatelný.
Přenést dies are typically limited to 30–150 SPM by the kinematics of the transfer system, which must complete its full motion cycle — extending into the die, gripping the part, retracting, advancing to the next station, and releasing — within the window allowed by press ram motion. Servo transfer systems have improved this significantly compared to mechanical cam-driven fingers, but the fundamental cycle time constraint remains. For parts that genuinely require transfer die capability, this speed difference is an accepted trade-off rather than a flaw, since progressive tooling simply cannot produce those geometries at any production rate.
Porovnání nákladů na nástroje, údržbu a nastavení
Investice do nástrojů a náklady na průběžnou údržbu se mezi těmito dvěma typy lisovacích nástrojů podstatně liší a pochopení těchto rozdílů je nezbytné pro správné rozhodnutí o výběru zdrojů.
| Faktor | Progresivní raznice na kov | Přenést Metal Stamping Dies |
| Počáteční náklady na nástroje | Střední až vysoká | Vysoká až velmi vysoká |
| Doba nastavení na běh | Kratší — sada s jednou matricí | Delší — přenosový systém musí být načasován a upraven |
| Složitost údržby | Střední — ostření razníku/zápustky, opotřebení pilota | Vyšší – přenosové prsty, kolejnice a načasování přidávají body opotřebení |
| Flexibilita změny | Omezené — stanice jsou na sobě závislé | Vyšší — jednotlivé matrice stanic lze zaměnit nezávisle |
| Minimální životaschopný objem | Vysoká (amortizuje náklady nad objem) | Střední až vysoká |
Jednou z výhod údržby, kterou přenosové kovové raznice drží oproti progresivním nástrojům, je možnost servisu nebo výměny jednotlivých matric na stanici bez přestavby celého nástroje. Protože každá matrice stanice je samostatná jednotka, lze opotřebovanou tažnou stanici vytáhnout a přebrousit, zatímco ostatní zůstanou na lisu. V progresivní matrici jsou všechny stanice integrovány do jediné složené sestavy, což znamená, že jakákoliv údržba vyžadující demontáž matrice ovlivňuje celý nástroj a celý výrobní cyklus.
Využití materiálu a rozdíly v míře zmetkovitosti
Využití materiálu je další oblastí, kde se tyto dva typy matric významně rozcházejí. Progresivní kovové raznice vytvářejí souvislou kostru šrotu – zbývající pás po odstranění polotovarů nebo hotových dílů – se kterým je třeba manipulovat, nasekat a zlikvidovat nebo recyklovat. V závislosti na geometrii součásti a účinnosti rozvržení pásu může kostra odpadu představovat 20–40 % celkové spotřebované hmotnosti svitku. Sofistikované rozvržení pásů s úhlovým zaslepováním, prokládanými protilehlými díly nebo víceřadými konfiguracemi mohou toto číslo výrazně snížit, ale kostra je nevyhnutelným vedlejším produktem zpracování v pásech.
Přenést metal stamping dies cut the blank to near-net shape at the first station, so the scrap generated at that point can be optimized independently of the forming sequence that follows. For large parts with complex contours — where a progressive strip layout would require a very wide scrap bridge to maintain strip integrity — transfer blanking can achieve materially better utilization by nesting blanks tightly and running a dedicated high-efficiency blanking operation ahead of the transfer line. The scrap from subsequent forming stations is typically minimal, consisting only of piercing slugs and trim offal rather than a continuous skeleton.
Výběr správného typu matrice pro vaši aplikaci
Výběr mezi progresivními a přenosovými lisovacími nástroji na kov by se měl řídit spíše strukturovaným hodnocením požadavků na součást než samotnou cenou. Následující kritéria poskytují praktický rámec rozhodování:
- Geometrie dílu: Pokud lze součást zcela vytvarovat, zatímco zůstane plochá v pásu – všechny prvky jsou přístupné shora nebo zespodu bez přemísťování – je vhodné progresivní nástroje. Pokud součást vyžaduje tvarování na více plochách, hluboké tažení přesahující poměr hloubky k průměru přibližně 1:1 nebo operace na spodní straně příruby, je zapotřebí přenosové nástroje.
- Objem výroby: Velmi vysoké roční objemy (typicky více než 500 000 kusů ročně u středně složitých dílů) upřednostňují progresivní matrice, protože výhoda rychlosti výrazně snižuje náklady na čas lisování na kus. Transferové matrice jsou hospodárnější pro střední objemy, kde geometrie součásti znemožňuje progresivní nástroje.
- Velikost dílu: Velkoformátové díly – ty přesahující zhruba 400 mm v jakémkoliv rozměru – se stávají nepraktickými v progresivních lisovacích nástrojích, protože výsledné požadavky na délku lisovacího nástroje a šířku svitku překračují typické kapacity lisu a svitku. Přenášecí linky manipulují s velkými díly praktičtěji tím, že používají jednotlivé matrice dimenzované podle dílu spíše než jeden podlouhlý progresivní nástroj.
- Požadavky na rozměrovou přesnost: Progresivní matrice lokalizují součást pomocí vodicích kolíků zabírajících do otvorů v pásu, zatímco přenosové matrice lokalizují jednotlivé polotovary prostřednictvím prvků součásti nebo vnořených nástrojů na každé stanici. U dílů, u kterých je tolerance polohy mezi prvky těsnější než ±0,05 mm, musí být strategie umístění každého typu matrice pečlivě vyhodnocena proti nahromadění tolerancí, které vytvoří.
- Flexibilita budoucího designu: Pokud se očekává, že se design dílu během životního cyklu produktu změní, přenosové nástroje nabízejí větší přizpůsobivost, protože jednotlivé matrice stanice lze upravovat nezávisle. Změna prvku v progresivní matrici často vyžaduje přepracování několika vzájemně závislých stanic současně.
V praxi je rozhodnutí zřídkakdy přijímáno izolovaně. Zkušený výrobce matrice společně vyhodnotí výkres dílu, roční prognózu objemu, dostupné zdroje lisu a požadavky na následnou montáž, než doporučí strategii nástrojů. Jak progresivní, tak přenosové kovové raznice představují vyspělé, dobře srozumitelné technologie – klíčem je přizpůsobení správné technologie specifickým požadavkům aplikace, spíše než výchozí přístup podle toho, který je nejznámější.

Předchozí příspěvek
Srovnání nákladů: Kovové lisovací díly VS Produkty kovových výkresových dílů v roce 2026
Další příspěvek
Automobilový průmysl lisovacích forem zahajuje nové kolo technologických vylepšení.
naše Produkty.
Začněte své podnikání s výrobcem OEM právě zde!
Poskytujte globálním zákazníkům kompletní řešení na klíč
skrz
inovace!
RYCHLÉ ODKAZY
NOVINKY
KONTAKTNÍ INFORMACE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 č. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Čína
č. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Čína
autorská práva © Suzhou Shuangqisi Mold Equipment Co., Ltd. Všechna práva vyhrazena. Vlastní raznice Výrobci kovových lisovacích forem
