-
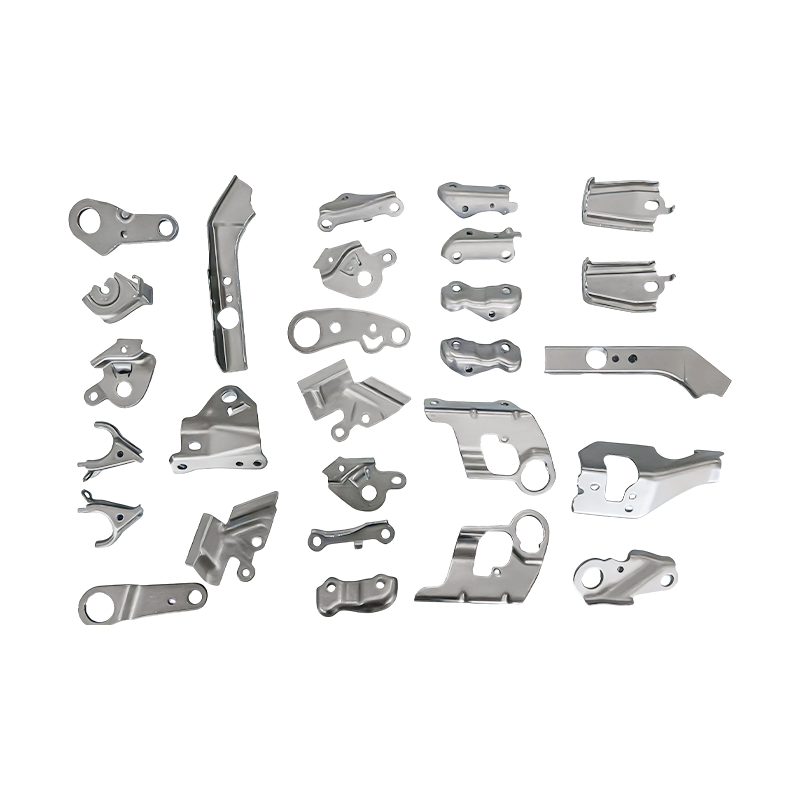
Malé automobilové díly progresivní lisovací díly
Naše díly pro progresivní lisování malých autom...
-
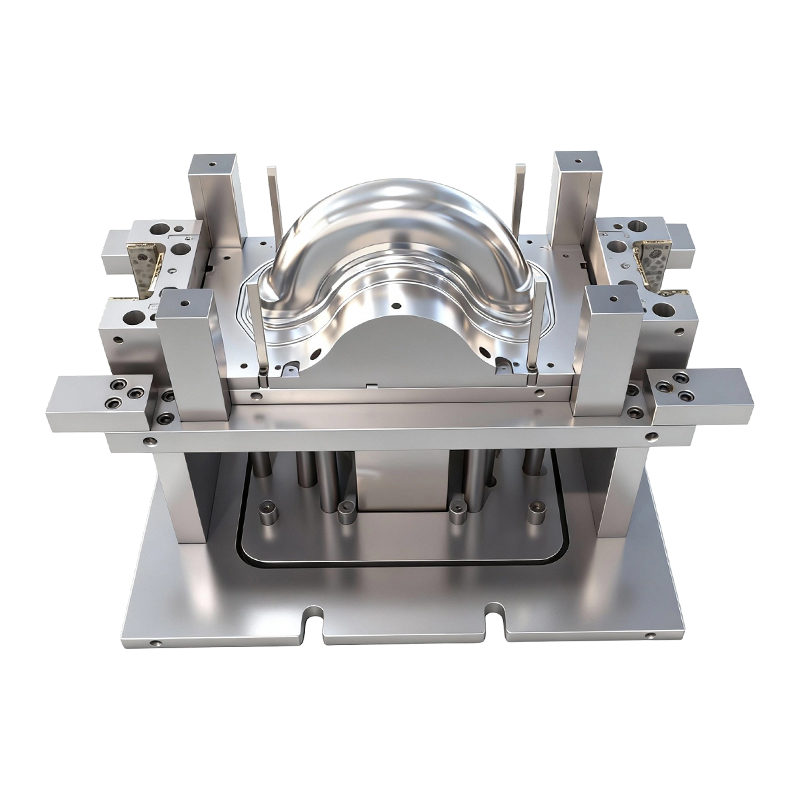
Hlubokotažná forma pro přední a zadní kola dvoukolových elektrických vozidel
Tato hlubokotažná forma pro přední a zadní kola...
-
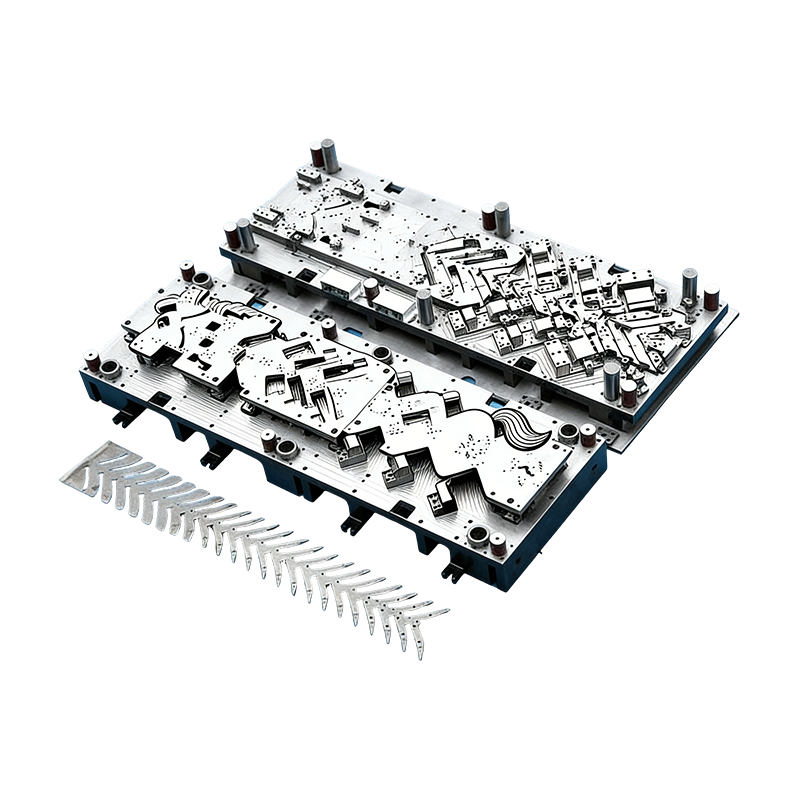
Progresivní formy pro automobilové díly
Tato kontinuální forma pro kryty automobilových...
-
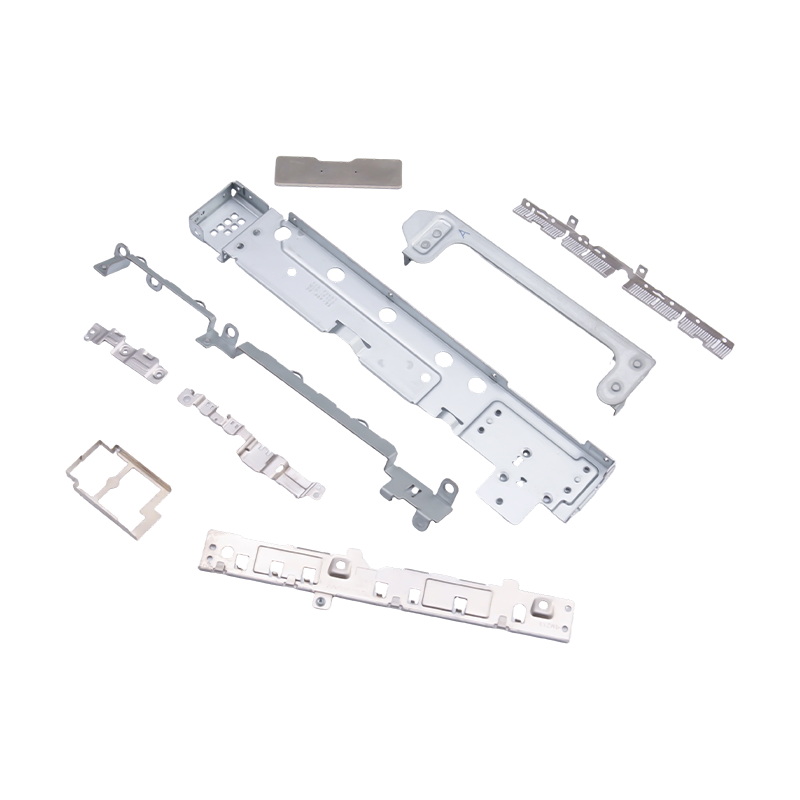
Malé lisované díly pro notebooky a mobilní telefony
Malé lisované díly pro notebooky a mobilní tele...
-
Díly pro lisování konce plynové nádrže
Díly pro lisování konců plynových nádrží jsou z...
-

Lisovací díly pro těžký nákladní automobil
Naše lisovací díly pro těžká nákladní vozidla j...
Novinky z oboru
Domů / Novinky / Novinky z oboru / Díly pro lisování automobilových sedadel: Vysoce přesná výroba, nosnost a výběr materiálu
Díly pro lisování automobilových sedadel: Vysoce přesná výroba, nosnost a výběr materiálu
2026-06-04
Panel dveří automobilu musí lícovat a dobře vypadat. Lisování rámu sedadla musí udělat mnohem víc: musí unést statickou váhu cestujícího během stovek tisíc cyklů, absorbovat dynamické síly při prudkém brzdění a nerovných silnicích a držet svou geometrii dostatečně přesně, aby se kotva bezpečnostního pásu, sklápěcí mechanismus a posuvná kolejnice správně smontovaly a fungovaly. Tato kombinace strukturálních, únavových a rozměrových požadavků činí lisovací díly automobilových sedadel patří k nejnáročnějším součástem, které přesná kovová raznice vyrobí — a jasný ukazatel technické hloubky výrobce.
Tento článek zkoumá pět technických rozměrů, které určují, zda lisování rámu sedadla spolehlivě funguje po celou dobu životnosti vozidla: požadavky na toleranci, výběr materiálu, přesnost lisování, výkon při zatížení a kompatibilitu s více vozidly.

Proč mají díly pro lisování automobilových sedadel přísnější tolerance než většina součástí karoserie
Lisování panelů karoserie se hodnotí především podle vzhledu povrchu a lícování. Je vidět mezera, která je o 0,5 mm příliš široká; mezera, která je o 0,3 mm příliš úzká, vytváří kolize sestavy. Obojí je nepřijatelné, ale ani jedno není bezpečnostní problém. Výlisky rámu sedadla fungují v zásadně odlišném režimu selhání: rozměrová chyba v konstrukčním prvku se šíří do snížené nosnosti, nesprávně zarovnaných rozhraní kritických pro bezpečnost a předčasného únavového praskání.
Zvažte montážní držák sklápěcího mechanismu. Jeho otvory pro šrouby musí být umístěny s přesností na zlomky milimetru, aby se zajistilo, že sklápěč zapadne do svých zajišťovacích zubů rovnoměrně po celém oblouku nastavení. Posunutý vzor otvorů vytváří excentrické zatížení na uzamykacím mechanismu – není to okamžitě patrné, ale postupně se zhoršuje během životnosti sedadla. Stejná logika platí pro upevňovací body posuvných kolejnic, které musí rozložit zatížení cestujících symetricky na obě kolejnice; jakákoliv asymetrie soustřeďuje napětí na jeden nástavec a urychluje opotřebení nebo únavové selhání.
Norma tolerance pro díly pro lisování automobilových sedadel vyrobené podle automobilových bezpečnostních norem je proto těsnější než běžné výlisky karoserie – a je vynucován nejen při kontrole prvního výrobku, ale napříč výrobními sériemi, protože odchylky mezi ranými a pozdními výrobními díly ovlivňují propustnost montážní linky a dobu seřizování na konci linky.
Vysokopevnostní ocel vs. hliníková slitina: Výběr správného materiálu pro výlisky rámu sedadla
Rozhodnutí o materiálu pro výlisky rámu sedadla není jedinou volbou aplikovanou na celé sedadlo – je to optimalizace jednotlivých komponentů, která vyvažuje požadavky na pevnost, složitost tvarování, cílové hmotnosti a náklady.
Vysokopevnostní ocel zůstává dominantním materiálem pro konstrukční součásti rámu sedadla. Pokročilé vysokopevnostní oceli (AHSS) s pevností v tahu 600–1 500 MPa poskytují mez kluzu potřebnou pro držáky sklápěčů, výztuhy sedací části a rámy opěradel, aby vydržely zatížení 530 Nm zpětným kroutícím momentem specifikovaným v bezpečnostních normách pro automobilová sedadla bez trvalé deformace. Vysoká tuhost materiálu také odolává ohybovým momentům vznikajícím při přenosu zatížení bezpečnostního pásu rámem sedadla během čelního nárazu. Kompromisem je, že vysokopevnostní oceli vyžadují schopnější nástroje – vyšší lisovací tonáž, přesné materiály zápustek a pečlivé řízení síly držáku polotovaru – protože jejich snížená tažnost ve srovnání s měkkou ocelí ponechává menší prostor pro chyby tváření, než dojde k praskání.
Hliníková slitina je stále více specifikován pro komponenty sedadel, kde je prioritou snížení hmotnosti, zejména u elektrických vozidel, kde účinnost dojezdu ospravedlňuje vyšší náklady na materiál a nástroje. Hliníkové výlisky rámu sedadla mohou snížit hmotnost komponentů o 30–40 % ve srovnání s ocelovými ekvivalenty. Problém je v tom, že nižší mez kluzu hliníku obvykle vyžaduje silnější profily nebo konstrukční vyztužení k dosažení ekvivalentního konstrukčního výkonu – což částečně kompenzuje výhodu hmotnosti. Jeho větší odpružení během tváření také vyžaduje přesnější kompenzaci zápustky a bližší řízení procesu pro zachování rozměrové přesnosti.
V praxi sestavy sedadel často kombinují obojí: vysokopevnostní ocel pro primární zatěžovací dráhy (zádový rám, držák naklápěče, vyztužení ukotvení bezpečnostního pásu) a hliníkovou slitinu pro sekundární konstrukce, kde má snížení hmotnosti jasnou výhodu a špičkové zatížení je nižší (boční prvky sedáku, vodicí držáky opěrky hlavy).
Jak vysoce přesné lisovací formy určují nosnost
Mechanické vlastnosti lisovaného dílu rámu sedadla jsou určeny částečně surovinou a částečně samotným procesem lisování. Zápustka, která vytváří nekonzistentní tloušťku stěny – v důsledku nerovnoměrné síly držáku polotovaru, opotřebovaných poloměrů razníku nebo nepřesné vůle mezi razníkem a matricí – vytváří místní ztenčení lisovaného dílu. Tyto tenké zóny se stávají koncentracemi napětí: prvními místy, která se podvolí při statickém přetížení a iniciačními místy únavových trhlin při cyklickém zatěžování.
Toto je přímé mechanické spojení mezi nimi přesnost lisování a nosnost lisování sedla . Zápustka obrobená s přesností 0,002 mm na svých kritických tvářecích plochách vytváří díly s konzistentní tloušťkou stěny v celé hloubce tažení. Zatížení cestujícího je rozloženo rovnoměrně po průřezu, pracovní napětí zůstává hluboko pod mez únavy materiálu a díl splňuje cíl své projektované životnosti. Zápustka s opotřebenými nebo nepřesně opracovanými poloměry produkuje díly, kde je soustředěno ztenčení, zvýšená místní napětí a snížená únavová životnost – často bez jakýchkoli rozměrových neshod zjistitelných rutinní kontrolou.
Stejný význam má kvalita hran. Otřepy a mikrotrhliny na proražených hranách z matných nebo špatně nasazených nástrojů působí jako místa iniciace trhlin. Při cyklickém zatěžování normální jízdy — vibracemi vozovky, cykly seřizování sedadel, nastupováním a vystupováním cestujících — se tyto okrajové defekty šíří do únavových trhlin v základním materiálu. Hladké, dobře podepřené střižné hrany vyrobené přesným obráběním tento způsob selhání eliminují.
pro Zápustky pro hluboké tažení automobilových a elektrických vozidel pro součásti rámů sedadel design a kvalitu výroby nástrojů proto nelze oddělit od konstrukčních vlastností dílů, které vyrábí.
Výkon statického a dynamického zatížení: Čemu musí vydržet lisovací díly sedadla
Výlisky rámu sedadla nesou tři různé kategorie zatížení, z nichž každá má různé důsledky pro konstrukci a specifikaci materiálu.
Statické zatížení představují trvalou hmotnost cestujícího – obvykle 75–100 kg pro jednoho cestujícího, který nepřetržitě působí přes sedák a opěradlo. Tato zatížení určují minimální plochu průřezu a mez kluzu materiálu potřebnou k zabránění trvalé deformace při běžném používání. Výkon statického zatížení lze snadno otestovat a ověřit a většina selhání lisování sedadel připisovaných „statickému přetížení“ jsou ve skutečnosti únavové poruchy, které se zrychlovaly nějakou dobu, než se objevila viditelná deformace.
Dynamická zatížení vznikají v důsledku zrychlení vozidla, brzdění, zatáčení a nerovností povrchu vozovky. Při prudkém brzdění při zpomalení 1 g generuje setrvačnost 75 kg cestujícího vpřed zatížení přibližně 750 N přes opěradlo sedadla a do sklápěcího mechanismu a výlisků zádového rámu. Na nerovném povrchu vozovky je možné vertikální zrychlení 2–3 g, čímž dochází k cyklování rámu sedadla při frekvencích 1–20 Hz po tisíce hodin po celou dobu životnosti vozidla. Odolnost proti vibracím – schopnost lisované konstrukce zachovat si svou geometrii a mechanické vlastnosti při tomto cyklickém namáhání – je výkonnostní rozměr, který je často podceňován v počátečních kontrolách návrhu, ale stává se viditelným při testování dlouhodobé životnosti.
Nárazové zatížení představují nejhorší případ. Při čelní srážce při rychlosti 50 km/h se zatíženým bezpečnostním pásem musí rám sedadla přenést kinetickou energii cestujícího do konstrukce vozidla, aniž by došlo k prasknutí nebo posunutí sedadla, které by mohlo cestujícího zranit. Tato zatížení jsou řádově vyšší než dynamická jízdní zatížení a lisované díly v ukotvení bezpečnostního pásu, zádovém rámu a zajišťovacím mechanismu posuvné kolejnice jsou všechny v primární dráze zatížení.
Současné splnění všech tří kategorií zatížení vyžaduje, aby lisovací proces poskytoval jak rozměrovou přesnost, tak konzistentní mechanické vlastnosti – proto jsou sledovatelnost materiálu a monitorování tloušťky během procesu standardními požadavky v dodavatelských řetězcích komponent automobilových sedadel.
Požadavky na kompatibilitu s více vozidly a OEM na rozměrovou přesnost
Dodavatel lisování s jedním sedadlem zřídka obsluhuje jednu platformu vozidla. Zákazníci OEM a výrobci sedadel Tier 1 pocházejí z lisovaných komponentů, které se musí hodit pro více řad vozidel, často s různými rozměrovými obaly, montážními konfiguracemi a požadavky na bezpečnostní zatížení. Správa této multiplatformní složitosti bez zvyšujících se nákladů na nástroje je jednou ze základních kompetencí, které oddělují schopné dodavatele lisování od zpracovatelů komodit.
Základem kompatibility s více vozidly je rozměrová přesnost na úrovni jednotlivých prvků – nejen celková geometrie součásti. Tolerance polohy otvoru ±0,15 mm nebo těsnější u montážních a polohovacích prvků zajišťují, že stejný lisovaný díl se správně sestaví do různých architektur rámu sedadla bez nutnosti ručního seřizování nebo přepracování. Této úrovně přesnosti je dosažitelné pouze tehdy, když je matrice navržena s příslušnými referenčními údaji, obrobena s přísnými tolerancemi prvků a ověřena úplnou kontrolou prvního artiklu oproti modelu CAD zákazníka před zahájením výroby.
Zakázkový design matrice není v tomto kontextu režijní náklad – je to mechanismus, kterým je dosaženo rozměrové přesnosti a kompatibility s více vozidly. Forma navržená speciálně pro geometrii součásti s polohami prvků a vůlí přizpůsobenými požadavkům na tvarování součásti bude konzistentně vyrábět součásti, které se sestaví správně. Obecná nebo modifikovaná matrice bude vyžadovat průběžné třídění, vyrovnávání nebo seřizování, aby se zachoval přijatelný rozměrový výstup.
The kompletní sortiment automobilových lisovacích dílů ve společnosti SQS se vyrábí z lisovacích nástrojů navržených a vyrobených vlastními silami, což zajišťuje, že rozměrové požadavky platformy vozidla každého zákazníka jsou zkonstruovány do nástrojů již od počátku, a nikoli kompenzovány ve výrobě.
Výhoda integrovaného lisování a výroby dílů SQS pro výlisky sedadel
Konvenční dodavatelský řetězec pro výlisky automobilových sedadel odděluje výrobu zápustek od výroby dílů: nástrojárna vyrobí zápustku, kvalifikuje ji a přenese ji do lisovny, která provozuje výrobu. Při každém předání se částečně ztratí informace o tom, proč byla matrice navržena specifickým způsobem – sekvence tváření, nastavení síly držáku polotovaru, kompenzace vůle matrice pro odpružení. Výrobní inženýři optimalizují propustnost spíše než pro vlastnosti součásti, které zamýšlel konstruktér matrice.
Suzhou Shuangqisi Mold Equipment Co., Ltd. provozuje obě funkce pod jednou střechou. Stejný inženýrský tým, který navrhuje lisovací lis pro součást rámu sedadla, také provozuje lis, který vyrábí díly. Když se ve výrobě objeví rozměrová odchylka – jak tomu bude v průběhu životnosti matrice v důsledku postupného opotřebení – odezvou je informovaná korekce matrice spíše než procesní řešení. Výsledkem je konzistentnější kvalita dílu v průběhu výrobního cyklu a rychlejší cesta ke kořenové příčině, když se objeví neshody.
Výrobní infrastruktura SQS podporuje tuto integraci na úrovni přesnosti, kterou vyžadují lisování automobilových sedadel. Drátové EDM stroje pocházející z Japonska dosahují přesnosti obrábění v rozmezí 0,002 mm na prvcích matrice, což zajišťuje, že tvářecí povrchy, které určují tloušťku stěny, kvalitu břitu a polohu otvoru, jsou drženy v tolerancích, které vyžaduje konstrukce součásti. Flotila lisů o rozpětí 80T až 400T pokrývá celou řadu geometrií lisování rámu sedadel, od komponentů malých držáků až po konstrukce rámu plného zad. S více než 15 lety zkušeností se službami zákazníkům OEM a dodavatelům automobilového průmyslu Tier 1 a týmem 60 technických pracovníků, kteří se věnují navrhování, výrobě a zajišťování kvality, poskytuje SQS technickou hloubku, kterou programy lisování rámů sedadel vyžadují.
pro OEM supply inquiries, custom die development, or technical specification review, contact SQS directly.
Předchozí příspěvek
Kovové lisovací díly pro domácí spotřebiče: Materiály, přesnost a vlastní řešení
Další příspěvek
Design matrice pro hluboké tažení: Průrazník, matrice, vůle a vícestupňová redukce
naše Produkty.
Začněte své podnikání s výrobcem OEM právě zde!
Poskytujte globálním zákazníkům kompletní řešení na klíč
skrz
inovace!
RYCHLÉ ODKAZY
NOVINKY
KONTAKTNÍ INFORMACE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 č. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Čína
č. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Čína
autorská práva © Suzhou Shuangqisi Mold Equipment Co., Ltd. Všechna práva vyhrazena. Vlastní raznice Výrobci kovových lisovacích forem
