-
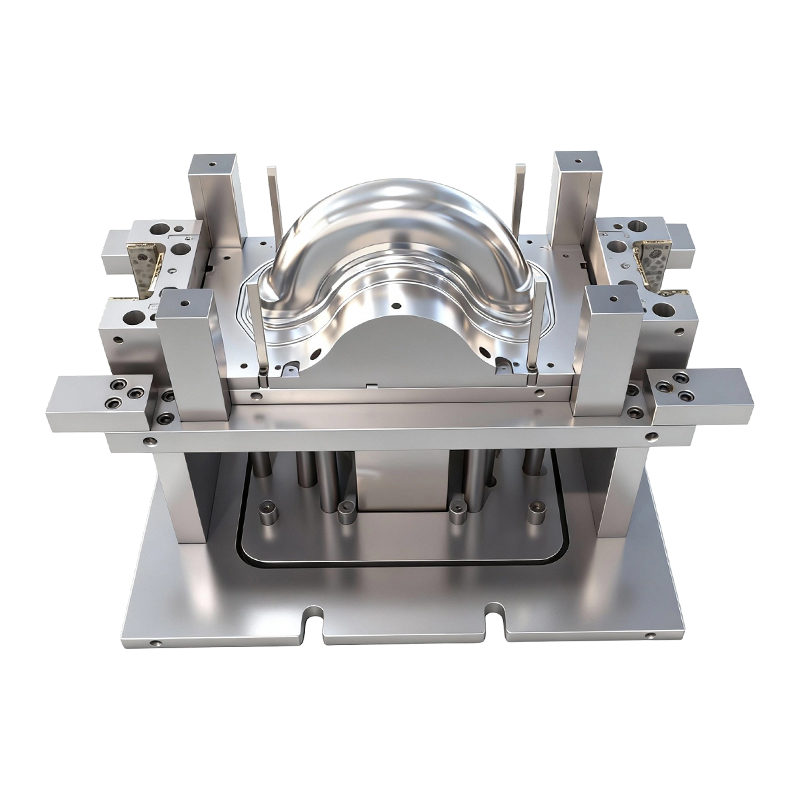
Hlubokotažná forma pro přední a zadní kola dvoukolových elektrických vozidel
Tato hlubokotažná forma pro přední a zadní kola...
-
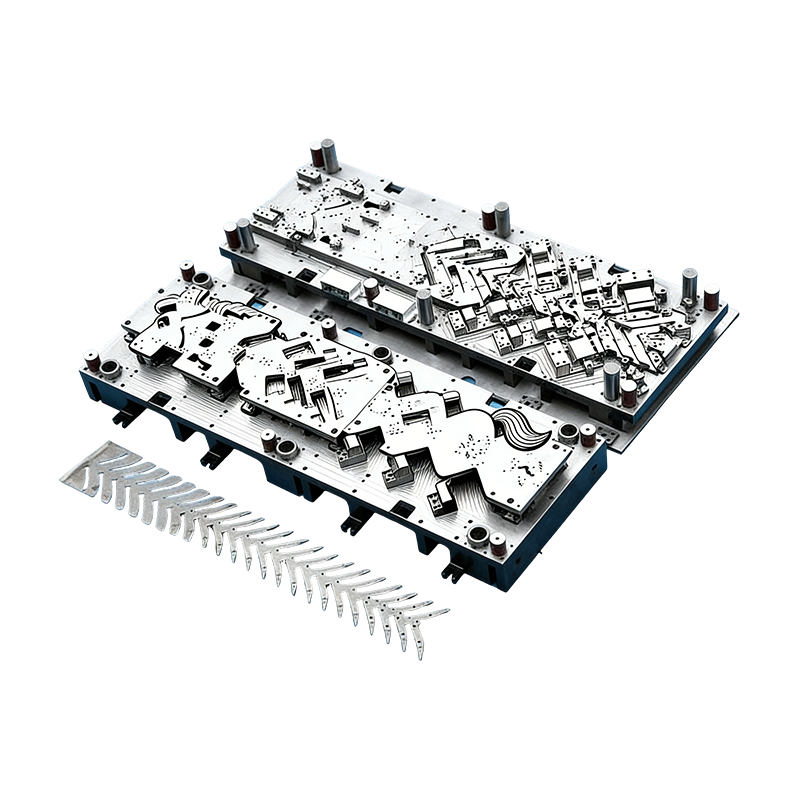
Progresivní formy pro automobilové díly
Tato kontinuální forma pro kryty automobilových...
-
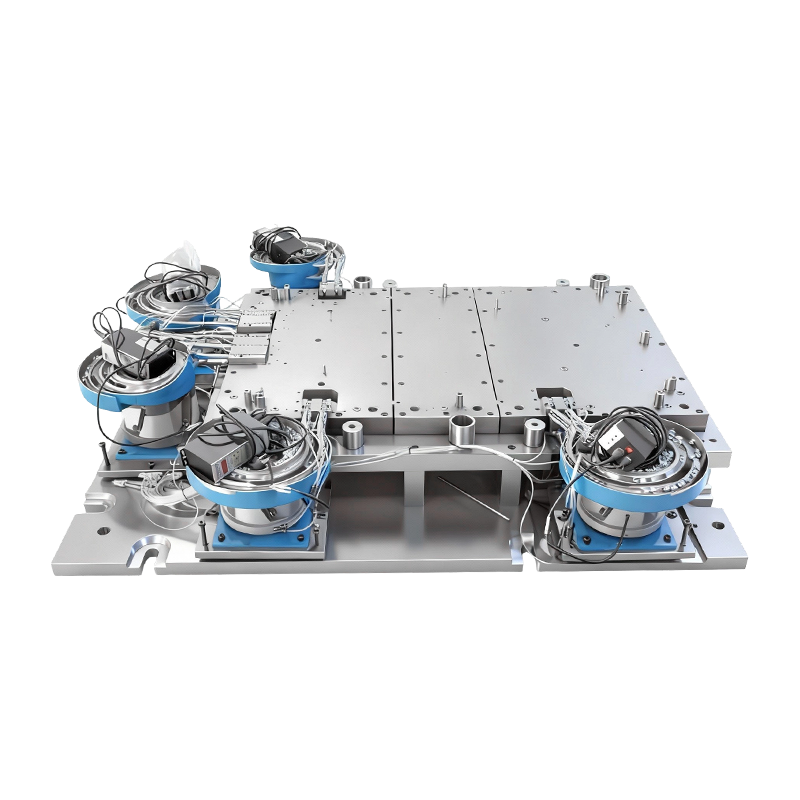
Automatická nýtovací forma pro velkou základnu počítačového stroje
Tato automatická nýtovací forma pro základnu ve...
-
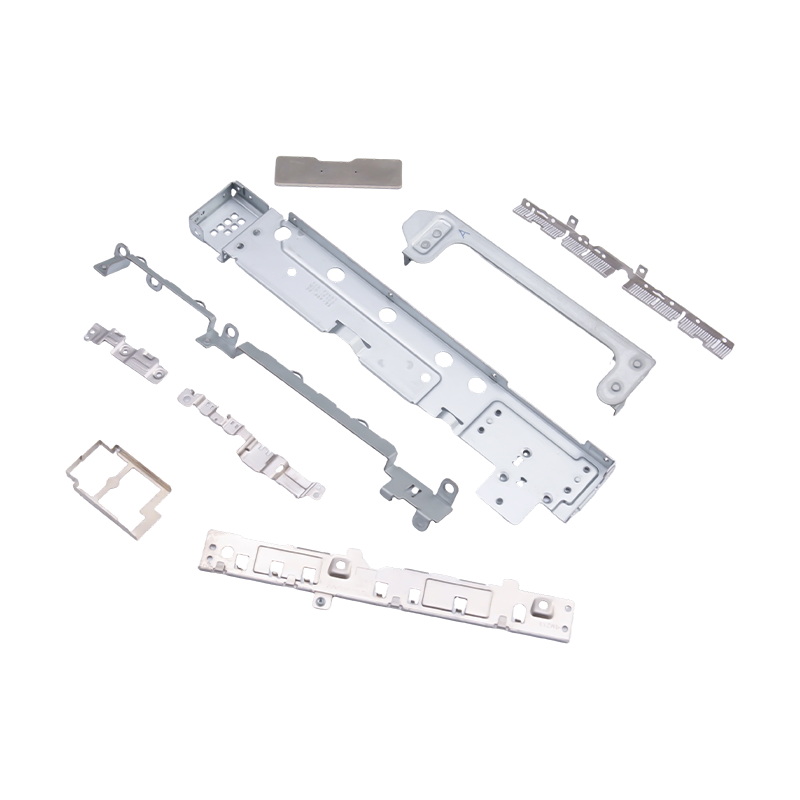
Malé lisované díly pro notebooky a mobilní telefony
Malé lisované díly pro notebooky a mobilní tele...
-
Špičkové velké počítačové lisovací díly
Naše špičkové díly pro velké počítačové lisy js...
-

Lisovací díly pro těžký nákladní automobil
Naše lisovací díly pro těžká nákladní vozidla j...
Novinky z oboru
Domů / Novinky / Novinky z oboru / Design matrice pro hluboké tažení: Průrazník, matrice, vůle a vícestupňová redukce
Design matrice pro hluboké tažení: Průrazník, matrice, vůle a vícestupňová redukce
2026-05-20
Plech, který vstupuje do matrice jako plochý polotovar a vystupuje jako bezešvá, dutá součást – tato transformace zcela závisí na tom, jak dobře je matrice navržena. Konstrukce nástroje pro hluboké tažení není jediným rozhodnutím, ale řetězcem technických voleb, z nichž každý buď otevírá nebo zavírá okno, ve kterém může dojít k úspěšnému tváření. Špatně specifikovaný poloměr děrovače, poddimenzovaný držák polotovaru nebo špatně vypočítaná vůle mohou toto okno zcela zhroutit a ve velkém objemu způsobit prasklý nebo pomačkaný odpad. Níže uvedené části prozkoumají každou hlavní proměnnou designu a vysvětlí, co každá z nich ovládá.
Co ve skutečnosti řídí design matrice pro hluboké kreslení
Sada nástrojů pro hluboké tažení má tři základní prvky: razník, matrici a držák polotovaru. Razník tlačí plochý polotovar do dutiny matrice. proma definuje vnější geometrii hotové součásti. Držák polotovaru tlačí na přírubu polotovaru, aby reguloval množství materiálu přiváděného do dutiny během zdvihu.
Každý člen musí být navržen ve vztahu k ostatním. Průměr razníku určuje vnitřní průměr taženého pohárku; průměr matrice je větší o velikost pracovní vůle. Držák polotovaru sedí mezi nimi a udržuje kontaktní tlak na přírubu během zdvihu. Když jsou vztahy mezi těmito třemi složkami správné, kov teče dovnitř a dolů, aniž by se zvrásňoval na přírubě nebo se lámal u průbojníku. Když je jakýkoli vztah špatný, okamžitě se objeví jeden z těchto dvou režimů selhání.
Pro velkosériovou výrobu, soupravy hlubokotažných matric pro automobilový průmysl přidat další požadavky: delší životnost nástroje, těsnou konzistenci mezi díly a kompatibilitu s automatizovanými přenosovými systémy. Tyto požadavky umocňují důležitost každého rozhodnutí o návrhu popsaném níže.
Geometrie děrování: Odkud pochází tvar součásti
Poloměr razníku a poloměr vstupu matrice jsou dva nejdůležitější geometrické parametry při konstrukci matrice pro hluboké tažení. Oba řídí, jak se kov ohýbá při přechodu z plochého polotovaru do tažené stěny.
Poloměr šídla je obvykle nastavena mezi čtyřnásobkem a osminásobkem tloušťky materiálu pro standardní oceli. Příliš malý poloměr koncentruje tahové napětí v ohybu, což podporuje ztenčení a případné lomy. Příliš velký poloměr umožňuje, aby se kov prohnul, než je zachycen stěnou matrice, čímž se vytvoří vrásky na stěně.
Poloměr vstupu matrice — někdy nazývaný poloměr rohu matrice — určuje odpor, se kterým se polotovar setkává, když je tažen přes okraj matrice. Dobře leštěný, vhodně dimenzovaný poloměr zápustky snižuje tření a umožňuje hladké proudění materiálu do dutiny. Standardní praxe nastavuje tento poloměr na čtyřnásobek až desetinásobek tloušťky materiálu v závislosti na poměru dloužení a tažnosti materiálu. Poddimenzované poloměry zvyšují riziko roztržení; příliš velké poloměry v tenkých materiálech vytvářejí nepodepřená rozpětí, která se prohýbají do vrásek.
U dílů se čtvercovým nebo obdélníkovým průřezem vyžadují poloměry rohů individuální pozornost. Rohy soustřeďují tlakové napětí během tváření a velké poloměry rohů – obvykle větší než u ekvivalentních kulatých dílů – umožňují hlubší tažení v jediné operaci bez zvrásnění rohů.
Pracovní vůle mezi razníkem a matricí
Vůle je radiální mezera mezi razníkem a stěnou matrice. Během tažení musí kov projít touto mezerou a obvykle mírně ztloustne, když proudí dovnitř. Vůle se musí tomuto ztluštění přizpůsobit, aniž by se kov stlačil tak pevně, že by tření vzrostlo na destruktivní úrovně, a aniž by zůstalo tolik prostoru, že by se kov bočně prohnul do vrásek stěny.
Pro většinu nízkouhlíkových ocelí je akceptovaným výchozím rozsahem pracovní vůle 1,07 až 1,15násobek tloušťky materiálu na stranu. Tvrdší nebo silnější materiály mohou vyžadovat vůli na horní hranici tohoto rozsahu. Tenčí materiály a užší tolerance tloušťky stěny tlačí design směrem ke spodnímu konci. Progresivní matricové systémy pro vícepolohové automobilové progresivní hlubokotažné zápustky aplikujte stejnou logiku na každé po sobě jdoucí stanici, přičemž vůle se typicky utahuje, jak se zmenšuje průměr misky a stejnoměrnost stěny se stává kritičtější.
Výběr materiálu a jeho vliv na design matrice
Návrhář formy nemůže vybrat materiál součásti, ale vlastnosti materiálu určují, které parametry návrhu jsou proveditelné. Zvláště důležité jsou dvě vlastnosti plechu: exponent deformačního zpevnění (hodnota n) a poměr plastické deformace (hodnota r, také nazývaná Lankfordův koeficient).
Vysoká hodnota n znamená, že materiál při natahování rychle tvrdne a rovnoměrněji rozděluje deformaci po celém polotovaru. To umožňuje agresivnější tahové poměry před zlomením. Vysoká hodnota r znamená, že materiál odolává ztenčování ve směru přes tloušťku a teče přednostně v rovině plechu – přesně to, co hluboké tažení vyžaduje. Materiály s vysokými hodnotami r mohou být taženy do větších poměrů hloubky k průměru, než se dosáhne hranice lomu děrování.
V praxi to znamená, že ocel bez intersticiálních otvorů (IF) s hodnotami r vyššími než 1,8 umožňuje konstrukce zápustek s hlubší hloubkou jednoho tažení a větším poměrem průměru polotovaru k průstřižníku než konvenční nízkouhlíková ocel s hodnotami r blízkými 1,0. Hliníkové slitiny mají obecně hodnoty r pod 1,0, což znamená, že konstrukce lisovacích nástrojů pro hliník se musí více spoléhat na vícestupňové snížení tahu a pečlivější ovládání držáku polotovaru, aby bylo dosaženo stejné hloubky misky. Stejné zásady platí i při projektování přesné komponenty pro lisování automobilů kde úzké rozměrové tolerance zpochybňují variabilitu materiálů.
Vícestupňová redukce tahu: Když jedna operace nestačí
Když požadovaný poměr hloubky k průměru hotové součásti překročí to, co lze bezpečně dosáhnout jediným tažením – obvykle poměr tažení nad 2,0 až 2,2 pro většinu ocelí – návrh musí zahrnovat více fází tažení. Každý stupeň zmenšuje průměr kalíšku a zároveň zvětšuje jeho výšku a každý stupeň má svůj vlastní razník, matrici a držák polotovaru.
První tažení převede plochý polotovar na maximální poměr tažení, jaký materiál umožňuje. Následné přetahování působí na již vytvořenou misku a může dosáhnout poměrů dloužení 1,2 až 1,4 na stupeň, protože kov na přírubě je již částečně mechanicky zpevněn a nese menší riziko silného zvrásnění. Žíhání mezi jednotlivými fázemi může být vyžadováno u materiálů, které rychle ztvrdnou prací, aby se obnovila tažnost před další redukcí.
| Fáze kreslení | Typický Max Draw Ratio | Poznámky |
|---|---|---|
| První losování | 1,8 – 2,2 | Závisí na hodnotě r a tloušťce polotovaru |
| Druhé losování (překreslení) | 1,2 – 1,4 | Nižší riziko díky předchozímu zpevnění |
| Třetí losování a dále | 1,1 – 1,3 | Mezi fázemi může být vyžadováno žíhání |
Vícestupňové návrhy zvyšují náklady na nástroje a lisovací čas, ale často jsou jedinou cestou k požadované geometrii součásti. Ekonomické srovnání mezi jednostupňovým a vícestupňovým přístupem úzce souvisí s objemem výroby – faktorem, který je podrobněji prozkoumán v článku o rozdíly v nákladech mezi produkty pro lisování kovů a hlubokotažné díly .

Kreslení korálků a tlak pojiva: Jemné doladění toku materiálu
Tažné perly jsou vyvýšené hřebeny opracované do povrchu pořadače (přídržky). Jak po nich polotovar během tažného zdvihu klouže, způsobují ohybovou a neohybovou deformaci, která vytváří dodatečný odpor toku materiálu. Změnou výšky, šířky a polohy tažných housenek po obvodu polotovaru může konstruktér matrice řídit, kolik materiálu vstoupí do dutiny matrice v každém bodě – přesměrování toku pryč z oblastí náchylných k roztržení a do oblastí, které by se jinak mohly zvrásnit.
Umístění tažné housenky je zvláště důležité pro neosově symetrické díly, jako jsou panely karoserie automobilů, kde různé části obvodu polotovaru vyžadují velmi odlišný odpor proudění. Díly s velkými plochými plochami obklopenými hlubokými tahy často vyžadují tažné housenky, aby se zabránilo vzniku deformací povrchu pod pojivem v plochých oblastech.
Přítlak pojiva doplňuje design tahové housenky. Pojivo musí vyvinout dostatečnou sílu, aby se zabránilo vybočení příruby do vrásek, ale ne natolik, aby blokovalo tok materiálu do dutiny – což by zvýšilo tahové napětí ve stěně pohárku až k prasknutí. Správný tlak pojiva tedy leží v procesním okně, jehož hranice jsou definovány mezí vrásnění pod a mezí lomu nad. Další článek v této sérii se zabývá tím, jak spolupůsobí poměr tažení a síla držáku polotovaru při definování a ovládání tohoto okna.
Mazání a povrchová úprava matrice
Tření na poloměru vstupu matrice a rozhraní držáku polotovaru má přímý vliv na tahové napětí přenášené stěnou kalíšku. Vyšší tření znamená vyšší napětí ve stěně – což posouvá proces blíže k hranici lomu. Účinné mazání snižuje toto namáhání a rozšiřuje procesní okno.
Povrchová úprava matrice spolupůsobí s mazáním. Leštěný poloměr matrice s drsností povrchu nižší než Ra 0,4 µm umožňuje mazivu vytvořit konzistentní film, což snižuje variabilitu tření. Drsné nebo poškrábané povrchy zachycují mazivo nerovnoměrně a vytvářejí lokalizované koncentrace napětí, které mohou iniciovat prasknutí při nižším než očekávaném namáhání stěny.
Výběr maziva závisí na taženém materiálu. Nízkouhlíkové oceli tolerují širokou škálu maziv, od lehkých tažných olejů až po těžké EP (extrémně tlakové) směsi. Slitiny hliníku vyžadují maziva, která nereagují s kovovým povrchem, protože reaktivní sloučeniny mohou způsobit zadření a poškrábání povrchu. Nerezové oceli, které rychle ztvrdnou při práci, často vyžadují chlorovaná maziva pro zvládnutí vysokých tlaků na rozhraní vznikajících během tažení.
Výběr nástrojové oceli a životnost matrice
Životnost zápustky při hlubokém tažení je omezena abrazivním opotřebením na poloměru vstupu zápustky a zadíráním na povrchu pojiva. Oba mechanismy se zrychlují, když je tlak pojiva vysoký, mazací film se rozpadá nebo materiál polotovaru obsahuje abrazivní vměstky.
Mezi standardní materiály zápustek pro středně objemovou výrobu patří nástrojová ocel D2 (cca 60–62 HRC po kalení) a DC53, která nabízí lepší houževnatost při podobné tvrdosti. Velkoobjemová automobilová výroba často vyžaduje vložky z karbidu wolframu na vstupním poloměru matrice, kde je míra opotřebení nejvyšší. Povrchové povlaky – nitrid titanu (TiN), karbonitrid titanu (TiCN) nebo uhlík podobný diamantu (DLC) – dále prodlužují životnost snížením koeficientu tření na rozhraní nástroje a polotovaru.
For vysoce přesné lisovací sady zaměření tolerancí součástí pro automobilový průmysl nebo EV, výběr nástrojové oceli a specifikace tepelného zpracování jsou stejně důležité jako geometrické konstrukční parametry popsané výše. Rozměrově dokonalá matrice vyrobená z nesprávně tepelně zpracované oceli selže dlouho před svou konstrukční životností.
Simulace před ocelí: Analýza konečných prvků v návrhu zápustek
Moderní konstrukce zápustek pro hluboké tažení silně spoléhá na analýzu konečných prvků (FEA), která předpovídá výsledky tváření před řezáním jakéhokoli kovu. Simulace FEA modelují polotovar jako síť deformovatelných prvků, aplikují tah razníku postupně a počítají napětí, deformaci a rozložení tloušťky v každém bodě polotovaru v průběhu tahu.
Výstup dobře zkalibrované simulace zahrnuje překryvný diagram mezní hodnoty tváření (FLD), který ukazuje, zda se některá oblast polotovaru blíží k hranici lomu nebo vrásnění. Pokud simulace předpovídá selhání, konstruktér může upravit poloměr razníku, poloměr zápustky, tlak pojiva, geometrii rýhované housenky nebo tvar polotovaru – iteruje v softwaru spíše než v oceli. Tento proces výrazně zkracuje dobu zkoušení a snižuje počet fyzických úprav nástrojů, které jsou nutné předtím, než matrice vytvoří přijatelné díly.
Kvalita simulace závisí na přesných datech materiálové karty – konkrétně na popisu kluzné plochy, hodnotách r, n a křivce napětí toku pro konkrétní svitek materiálu, který má být použit ve výrobě. Obecná materiálová data vytvářejí věrohodné, ale nespolehlivé předpovědi; data specifická pro materiál z tahových zkoušek a zkoušek FLD vytvářejí předpovědi, které se přímo promítají do chování lisu.
Shrnutí: Designové proměnné, na kterých záleží nejvíce
Návrh matrice pro hluboké tažení je založen na malém počtu proměnných, z nichž každá musí být nastavena v rozsahu, který závisí na ostatních. Poloměry razníku a zápustky určují závažnost ohybu na přechodech. Pracovní vůle se přizpůsobuje ztluštění kovu bez vytváření destruktivního tření. Poměr tažení nastavuje horní mez deformace v jedné fázi. Tlak pojiva a tažné kuličky řídí tok materiálu po obvodu polotovaru. Mazání a povrchová úprava určují, kolik přípustného tlaku pojiva skutečně dosáhne na polotovar. Výběr nástrojové oceli a povlaku určuje, jak dlouho matrice udrží tyto pečlivě stanovené podmínky.
Žádná jednotlivá proměnná nemůže být optimalizována izolovaně. Změna poloměru vstupu matrice mění optimální tlak pojiva. Změna jakosti materiálu mění proveditelný poměr dloužení. Tato vzájemná závislost je důvodem, proč návrh zápustek pro hluboké tažení vyžaduje systematický přístup – a proč jeho správným provedením, od simulace až po vyzkoušení, vznikají díly, které splňují náročné konstrukční a rozměrové požadavky pro aplikace kol a podvozků konzistentně v milionech výrobních cyklů. $
Předchozí příspěvek
Díly pro lisování automobilových sedadel: Vysoce přesná výroba, nosnost a výběr materiálu
Další příspěvek
Díly na lisování autosedaček: Průvodce kvalitou a uchycením
naše Produkty.
Začněte své podnikání s výrobcem OEM právě zde!
Poskytujte globálním zákazníkům kompletní řešení na klíč
skrz
inovace!
RYCHLÉ ODKAZY
NOVINKY
KONTAKTNÍ INFORMACE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 č. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Čína
č. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Čína
autorská práva © Suzhou Shuangqisi Mold Equipment Co., Ltd. Všechna práva vyhrazena. Vlastní raznice Výrobci kovových lisovacích forem
