-
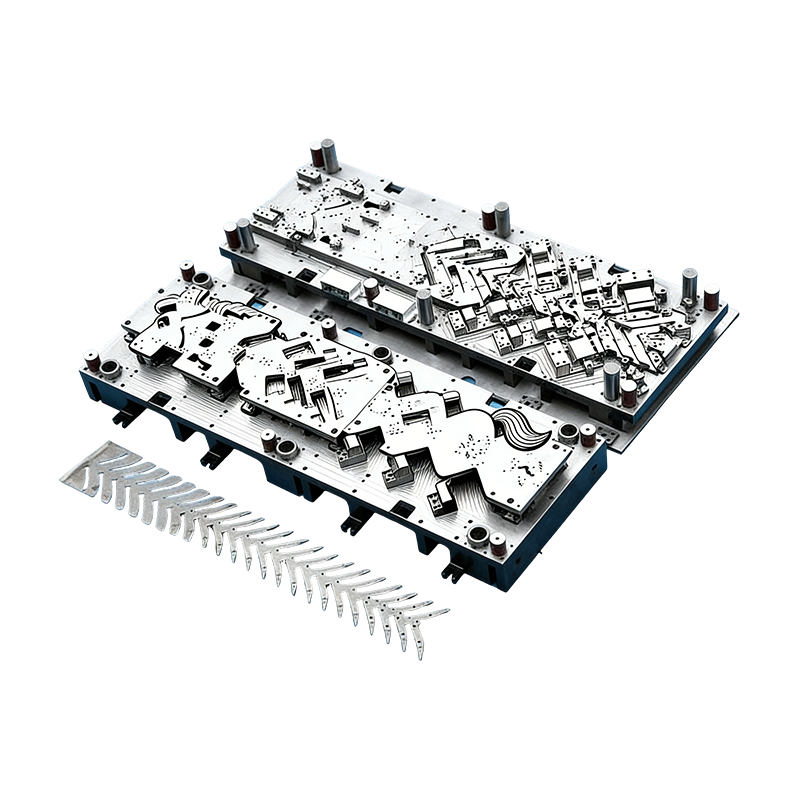
Progresivní formy pro automobilové díly
Tato kontinuální forma pro kryty automobilových...
-
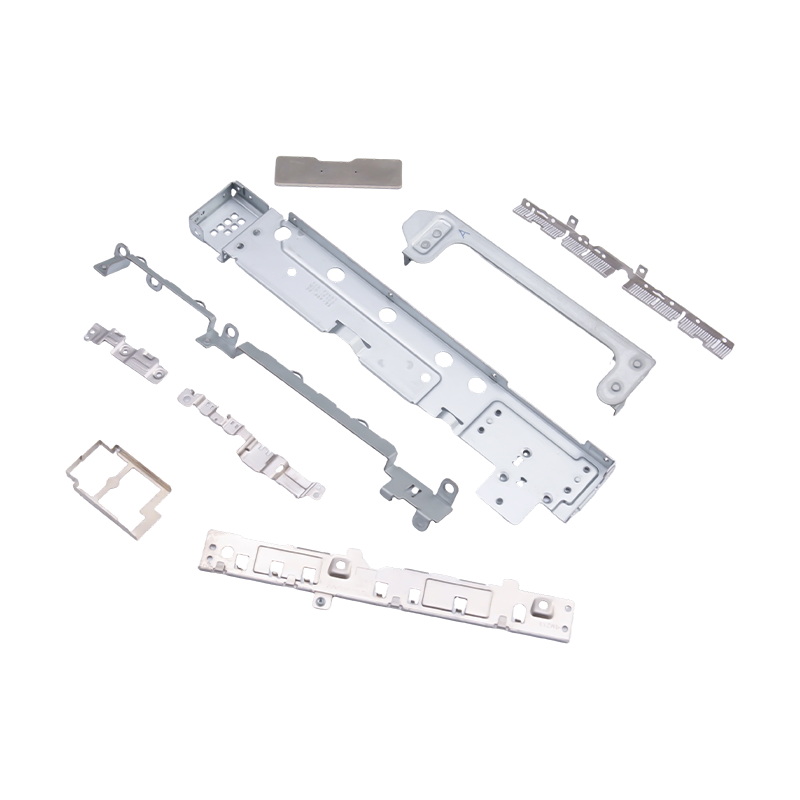
Malé lisované díly pro notebooky a mobilní telefony
Malé lisované díly pro notebooky a mobilní tele...
-
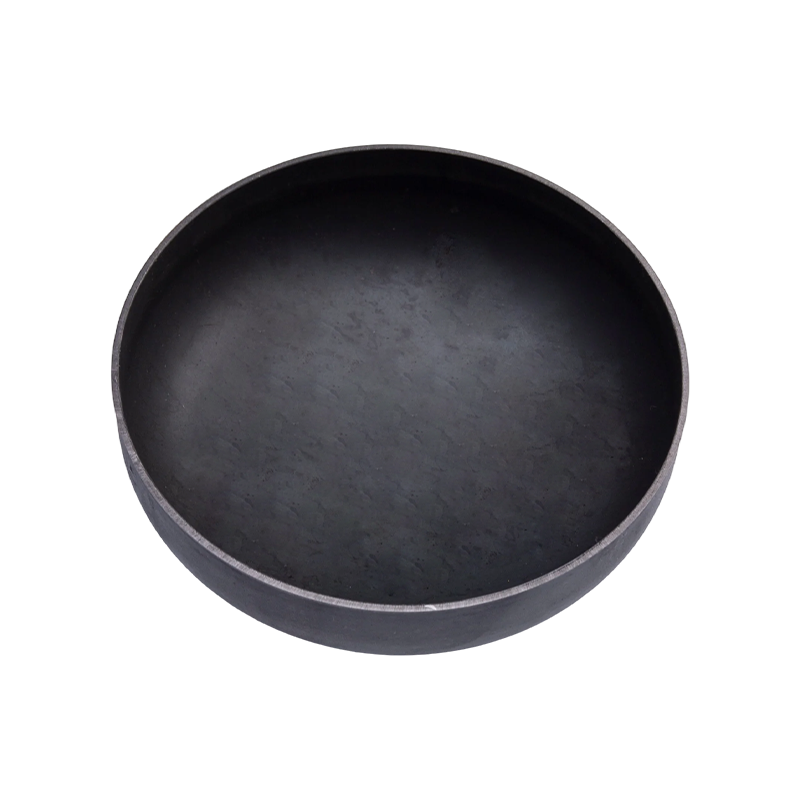
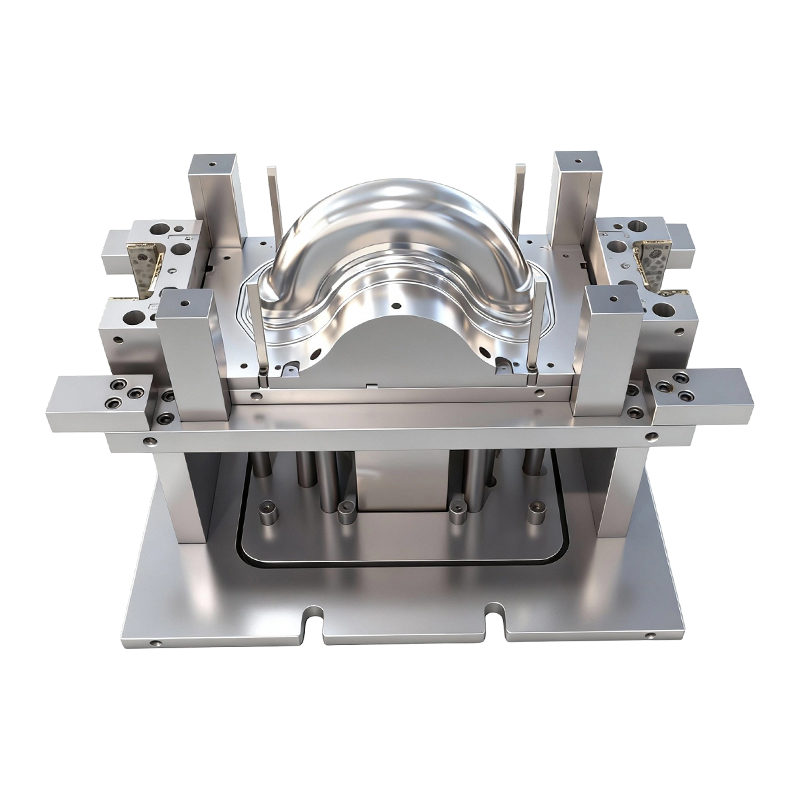
Díly pro lisování konce plynové nádrže
Díly pro lisování konců plynových nádrží jsou z...
-
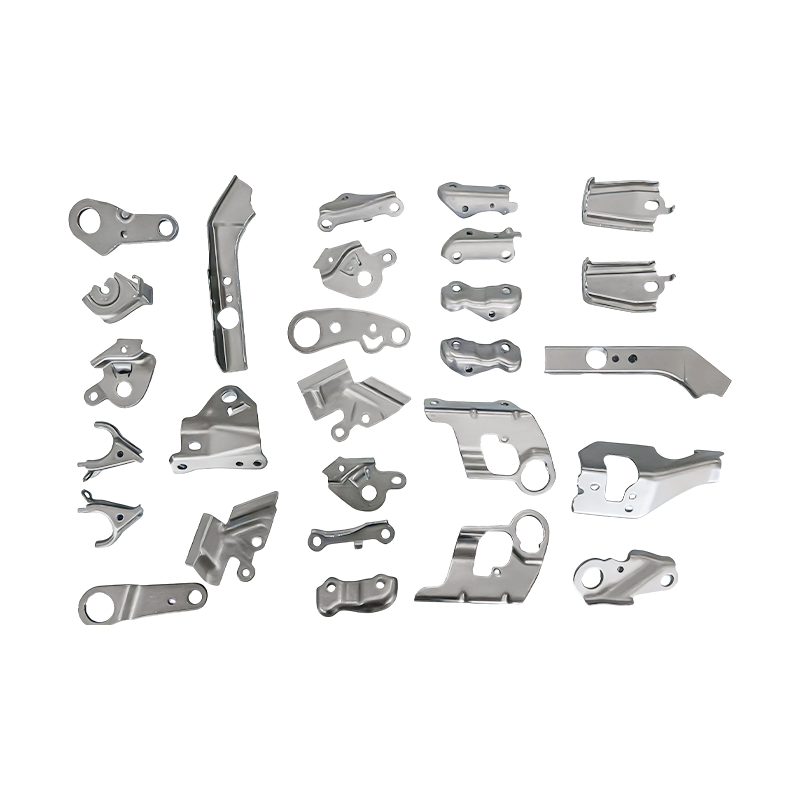
Malé automobilové díly progresivní lisovací díly
Naše díly pro progresivní lisování malých autom...
-
Hlubokotažná forma pro přední a zadní kola dvoukolových elektrických vozidel
Tato hlubokotažná forma pro přední a zadní kola...
-
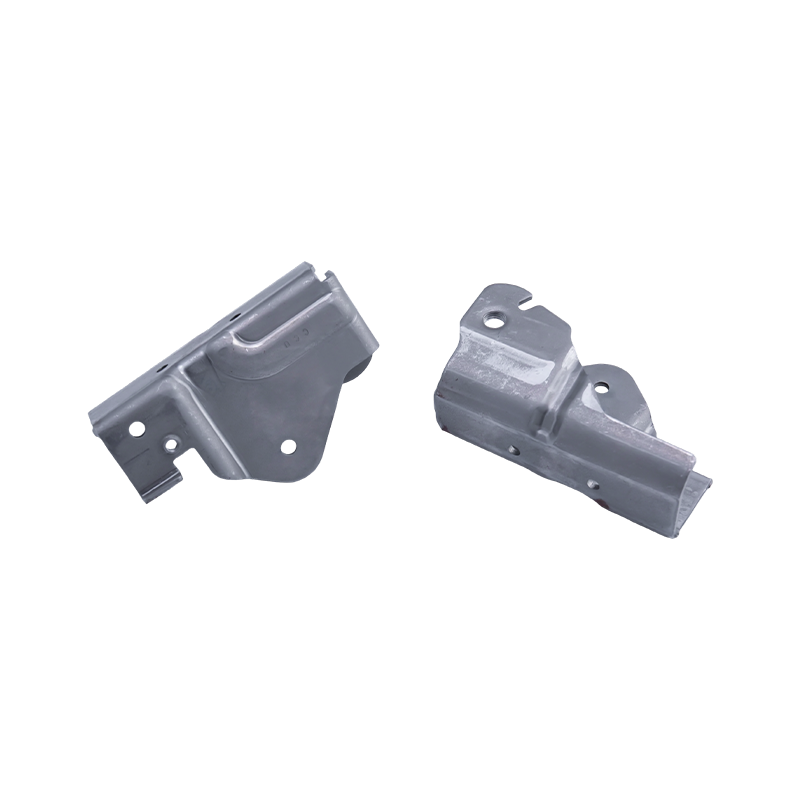
Lisovací díly autosedaček
Lisovací díly autosedaček jsou základní kovové ...
Novinky z oboru
Díly na lisování autosedaček: Průvodce kvalitou a uchycením
2026-05-13
Co jsou díly pro lisování autosedaček a proč na nich záleží
Lisovací díly autosedaček jsou přesně tvarované kovové komponenty, které slouží jako konstrukční jádro kostry automobilových sedadel. Tyto díly jsou vyráběny vysoce přesnými lisovacími procesy a jsou tvarovány z vysoce pevných ocelových plechů nebo plechů z hliníkové slitiny pomocí lisovacích nástrojů pod tisíci tunami lisovací síly. Výsledkem je součást s konzistentní tloušťkou stěny, čistými hranami a úzkými rozměrovými tolerancemi – vlastnosti, o kterých se v automobilových aplikacích nedá vyjednávat.
Na rozdíl od svařovaných nebo litých alternativ nabízejí lisované díly vynikající opakovatelnost a integritu povrchu. V sestavě sedadla fungují jako nosná kostra, která je přímo propojena s polštáři sedadla, seřizovacími držáky a sklápěcími mechanismy. Jakákoli rozměrová odchylka těchto komponentů se šíří celým systémem sedadla a ovlivňuje jak pohodlí, tak bezpečnost cestujících.
Globální trh se sedadly pro automobily byl v roce 2023 oceněn na více než 68 miliard USD a kovové konstrukce sedadel představují podstatnou část materiálových nákladů na jedno sedadlo. Výběr správných lisovacích dílů – a správného dodavatele – přímo ovlivňuje efektivitu montáže, životnost produktu a shodu s předpisy.
Výběr materiálu: Vysokopevnostní ocel vs. hliníková slitina
Dva dominantní materiály pro kovové lisovací díly pro autosedačky jsou vysokopevnostní ocel (HSS) a slitina hliníku. Každý nabízí odlišný výkonnostní profil a správný výběr závisí na konkrétní poloze sedadla, platformě vozidla a cílové hmotnosti.
| Majetek | Vysokopevnostní ocel | Hliníková slitina |
|---|---|---|
| Pevnost v tahu | 590–1500 MPa | 200–500 MPa |
| Hmotnost | vyšší | ~35% lehčí než ocel |
| Odolnost proti korozi | Vyžaduje nátěr | Přirozeně odolný |
| náklady | Nižší | vyšší |
| Typická aplikace | Boční rámy, podlahové konzoly | Sedadla EV, sportovní a prémiové segmenty |
Pokročilé vysokopevnostní oceli (AHSS), jako jsou dvoufázové (DP) a martenzitické (MS) třídy, se nyní široce používají v rámech bočních sedadel a příčných členech, kde je kritická absorpce energie nárazu. Tyto třídy umožňují zmenšení tloušťky stěny bez obětování konstrukčního výkonu – klíčový faktor pro splnění cílů hmotnosti a bezpečnosti současně.
Hliníkové slitiny, zejména řady 5xxx a 6xxx, jsou stále více specifikovány v platformách elektrických vozidel, kde každý kilogram snížení hmotnosti přímo prodlužuje dojezd. Přestože hliníkové výlisky vyžadují složitější nástroje a strategie tváření kvůli nižší tažnosti, návratnost ve snížení hmotnosti často ospravedlňuje investice do velkoobjemových programů.

Výkon zatížení: Požadavky na statické, dynamické a vibrační zatížení
Díly pro lisování autosedaček musí spolehlivě fungovat ve třech různých kategoriích zatížení po celou dobu životnosti vozidla. Pochopení těchto požadavků je zásadní při hodnocení specifikací dílů nebo kvalifikaci dodavatele.
Statické zatížení
Statické zatížení se vztahuje k trvalé hmotnosti cestujících a samotné sestavě sedadla. Regulační normy jako ECE R17 (Evropa) a FMVSS 207/210 (USA) definují minimální prahové hodnoty zatížení pro ukotvení sedadel a konstrukční součásti. Typický rám sedadla musí vydržet zatížení zezadu 20násobkem hmotnosti sedadla bez trvalé deformace. Lisovací díly, které tvoří základní kolejnici, boční držák a montážní rozhraní sklápěčky, jsou primárními cestami zatížení v těchto testech.
Dynamické zatížení a výkon při pádech
K dynamickému zatížení dochází při zrychlování vozidla, brzdění a – což je nejdůležitější – při nehodách. Při čelní srážce musí konstrukce sedadel omezit síly bezpečnostních pásů až 30 kN při zachování dostatečné strukturální integrity, aby se zabránilo vniknutí cestujících do přilehlých míst k sezení. Geometrie lisování, orientace zrna a tepelné zpracování oceli ovlivňují to, jak součást absorbuje a přerozděluje tyto impulsní síly.
Odolnost proti vibracím
Během typické životnosti vozidla 200 000 kilometrů jsou součásti sedadel vystaveny nepřetržitým nízkofrekvenčním vibracím z povrchu vozovky a zdrojů hnacího ústrojí. Lisované díly s nekonzistentní tloušťkou, zbytkovým tvářecím napětím nebo mikrotrhlinami na poloměrech ohybu jsou za těchto podmínek náchylné k únavovému selhání. Rovnoměrná tloušťka napříč lisovaným profilem – přímým produktem přesné konstrukce lisu a řízení lisu – je nejúčinnějším protiopatřením proti únavě způsobené vibracemi.
Standardní díly pro bezpečnost automobilů: Kontrola shody a kvality
Splnění definice automobilové bezpečnostní standardní díly vyžaduje více než jen certifikaci materiálu. Vyžaduje zdokumentovaný proces řízení kvality zahrnující vstupní materiál, kontrolu v průběhu procesu a výstupní kontrolu – to vše lze sledovat až k hotovému dílu.
Následující kontrolní metody jsou standardní praxí při kvalifikovaných lisovacích operacích:
- Kontrola souřadnicového měřicího stroje (CMM): Ověřuje kritické rozměry podle konstrukčního výkresu s tolerancí až ±0,1 mm. Používá se pro kontrolu prvního artiklu a pravidelné odběry vzorků během výrobních sérií.
- Testování tvrdosti (Rockwell/Vickers): Potvrzuje, že tepelné zpracování po lisování dosáhlo požadovaných mechanických vlastností, zejména u součástí AHSS, kde distribuce martenzitové fáze přímo ovlivňuje pevnost.
- Kontrola povrchu a hran: Vizuální a hmatové kontroly na otřepy, praskliny a znečištění povrchu, které by mohly ovlivnit usazení sestavy nebo urychlit korozi v provozu.
- Testování solnou mlhou: Hodnotí systém ochrany proti korozi (e-povlak, zinkování nebo fosfátování) aplikovaný na ocelové výlisky. Standardní automobilové požadavky se pohybují od 240 do 1 000 hodin působení solné mlhy bez tvorby červené rzi.
- Destruktivní zkouška tahem a ohybem: Ověřuje mechanické vlastnosti svarových spojů a kritických ohybových zón a zajišťuje, že nedochází k delaminaci nebo praskání při koncentracích napětí.
Shoda se systémy jakosti – obvykle IATF 16949 pro dodavatele automobilového průmyslu – poskytuje rámec, ve kterém jsou tyto kontrolní metody konzistentně zaváděny. Díly dodávané bez této certifikace s sebou nesou vyšší riziko nezjištěných změn procesu, které se mohou promítnout přímo do selhání v terénu nebo nákladného stažení z trhu.
Kompatibilita napříč polohami sedadel a modely vozidel
Jedna z praktických výhod přesnosti kovové lisovací díly pro autosedačky aplikace spočívá v jejich přizpůsobivosti napříč různými polohami sedadel a architekturami vozidel. I když se geometrie dílů u konfigurací řidiče, spolujezdce a zadních sedadel liší, základní výrobní proces a standardy kvality zůstávají konzistentní.
Sedadla řidiče a spolujezdce
Díly pro lisování předních sedadel jsou konstrukčně nejsložitější a integrují montážní body pro moduly bočních airbagů, lišty pro nastavení výšky, jezdce vpředu a vzadu a ukotvení předepínačů bezpečnostních pásů. Rozměrová přesnost na těchto rozhraních je kritická: například špatně zarovnaný montážní otvor držáku airbagu může způsobit chyby načasování aktivace, které ohrožují ochranu cestujících. Rámy předních sedadel také podléhají nejvyšší regulační kontrole v rámci protokolů nárazových testů.
Konstrukce zadních sedadel
Díly pro lisování zadních sedadel často zabírají širší průřezy a musí být přizpůsobeny mechanismům skládání naplocho na platformách SUV a vozů. Tyto díly vyžadují úzké tolerance rovinnosti, aby bylo zajištěno rovnoměrné zatížení po linii skládacího závěsu a konzistentní záběr západky. Ve třech řadách vozidel jsou rámy sedadel druhé a třetí řady často sdíleny napříč modelovými variantami – díky tomu je zaměnitelnost dílů přímým hnacím motorem nákladů, který účinně podporuje přesné lisování.
Ve všech polohách sedadel musí rozměry rozhraní mezi lisovanými součástmi rámu a přilehlými systémy – odpružené pěnové spony, převody sklápěčky, šrouby podlahové kolejnice – odpovídat běžným automobilovým montážním standardům. Díly, které odpovídají těmto rozměrovým konvencím, lze integrovat do nových programů vozidel s minimálními úpravami nástrojů, což zkracuje dobu potřebnou k vývoji a náklady na kvalifikaci pro výrobce OEM i dodavatele na trhu s náhradními díly.
Předchozí příspěvek
Design matrice pro hluboké tažení: Průrazník, matrice, vůle a vícestupňová redukce
Další příspěvek
Lehký, vysoce přesný: Strategie hlubokotažných matric pro řízení EV panelů karoserie Inovace
naše Produkty.
Začněte své podnikání s výrobcem OEM právě zde!
Poskytujte globálním zákazníkům kompletní řešení na klíč
skrz
inovace!
RYCHLÉ ODKAZY
NOVINKY
KONTAKTNÍ INFORMACE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 č. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Čína
č. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Čína
autorská práva © Suzhou Shuangqisi Mold Equipment Co., Ltd. Všechna práva vyhrazena. Vlastní raznice Výrobci kovových lisovacích forem
