-
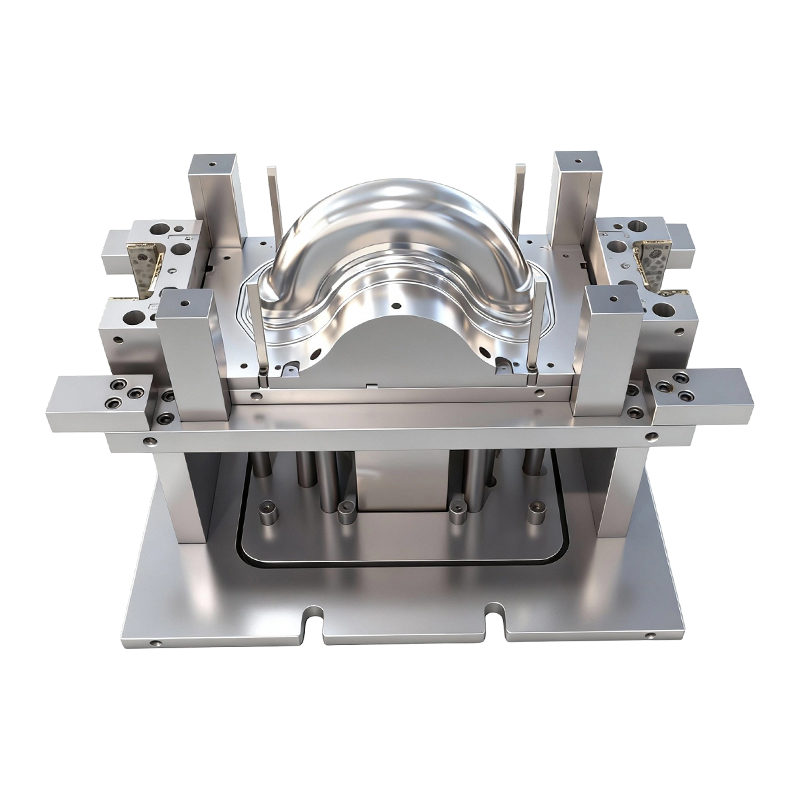
Hlubokotažná forma pro přední a zadní kola dvoukolových elektrických vozidel
Tato hlubokotažná forma pro přední a zadní kola...
-
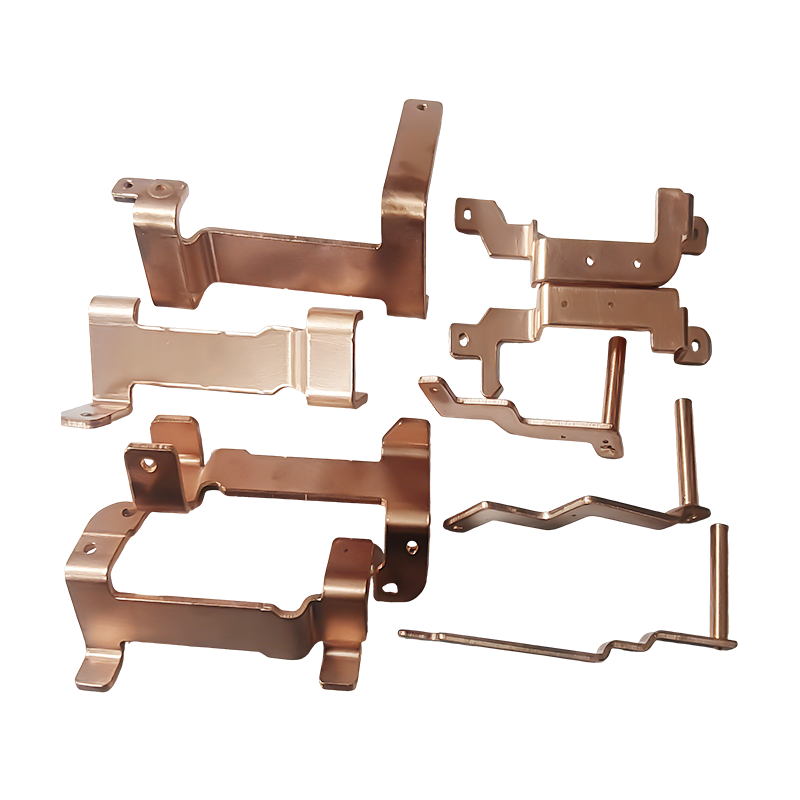
Nové díly pro lisování měděných přípojnic energetických vozidel
Nové díly pro lisování měděných přípojnic energ...
-
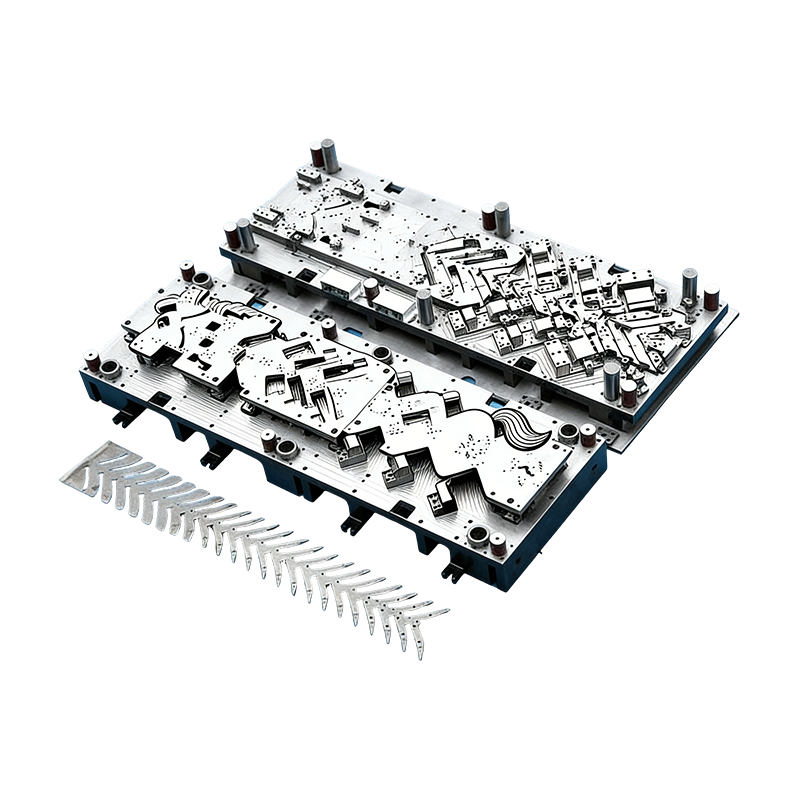
Progresivní formy pro automobilové díly
Tato kontinuální forma pro kryty automobilových...
-
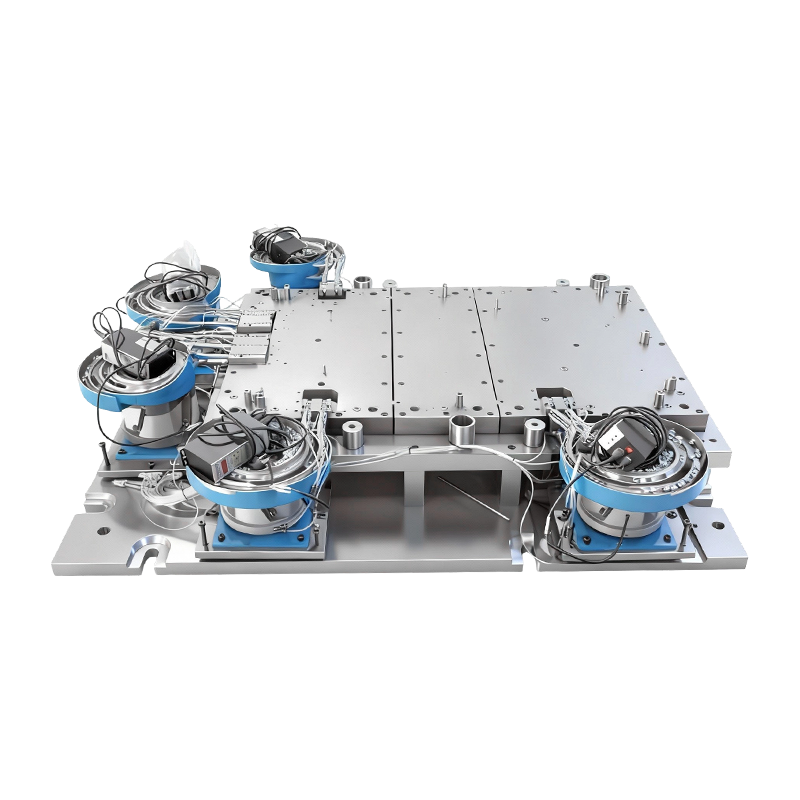
Automatická nýtovací forma pro velkou základnu počítačového stroje
Tato automatická nýtovací forma pro základnu ve...
-
Špičkové díly pro lisování pecí
Naše špičkové díly pro lisování pecí jsou preci...
Novinky z oboru
Domů / Novinky / Novinky z oboru / Lehký, vysoce přesný: Strategie hlubokotažných matric pro řízení EV panelů karoserie Inovace
Lehký, vysoce přesný: Strategie hlubokotažných matric pro řízení EV panelů karoserie Inovace
2026-05-07
Čím se automobilové hlubokotažné matrice liší od standardních nástrojů
Zápustky pro hluboké tažení používané při výrobě automobilů a elektrických vozidel nejsou zaměnitelné s univerzálními nástroji na plechy. Jedná se o účelově zkonstruované systémy složené ze čtyř primárních komponent – razníků, zápustek, držáků polotovarů a sad zápustek – z nichž každá je optimalizována pro společnou práci při extrémním tvářecím zatížení. V typickém automobilovém razicím lisu razník klesá do dutiny matrice, zatímco držák polotovaru vyvíjí řízený tlak směrem dolů na přírubu plechu a vede tok kovu do dutiny bez vrásnění nebo trhání. Sada lisovacích nástrojů poskytuje tuhý konstrukční rám, který udržuje vyrovnání při cyklickém zatížení, které může přesáhnout několik stovek tun na zdvih.
Co odlišuje automobilovou třídu hluboká kresba umírá je přesnost požadovaná v celém nástroji. Obvykle je dodržována rozměrová přesnost ±0,02 mm přes kritické tvarovací povrchy, což je požadavek způsobený skutečností, že kumulativní odchylky přes panel karoserie – například vnější panel dveří – se přímo promítají do viditelných povrchových defektů nebo montážních mezer, které ovlivňují jak estetiku, tak strukturální přizpůsobení. Povrchová úprava na poloměrech razníku a zápustky je stejně důležitá: hodnota Ra ≤0,05 μm (kvalita téměř zrcadla) minimalizuje ztenčení a rýhy způsobené třením, zejména při zpracování vysoce pevných nebo lehkých slitin.
Tvařitelnost slitiny hliníku a úloha bodu tání hliníku v návrhu procesu
Hliníková slitina se stal dominantním lehkým materiálem jak pro tradiční automobilové panely karoserie, tak pro konstrukční součásti elektromobilů, a to díky svému příznivému poměru pevnosti k hmotnosti, odolnosti proti korozi a recyklovatelnosti. Hliník však představuje jedinečné výzvy v hlubokém tažení, které přímo souvisí s jeho materiálovými vlastnostmi – včetně jeho tepelného chování ve vztahu k bod tání hliníku .
Čistý hliník se taví při přibližně 660 °C , ale hliníkové slitiny používané při lisování automobilů – primárně řady 5xxx (Al-Mg) a 6xxx (Al-Mg-Si) – mají rozsahy tání začínající mírně nižší v závislosti na složení slitiny. Zatímco samotného bodu tání hliníku není přímo dosaženo během lisování za studena, je vysoce relevantní pro dvě oblasti sousedící s procesem: tváření za tepla a řízení chlazení formy. Při tváření hliníku za tepla se polotovary zahřívají na 200–300 °C (pečlivě vybraný zlomek bodu tání), aby se zvýšila tažnost a snížilo se zpětné odpružení, což umožňuje výrobu složitých geometrií, které by za podmínek tváření při okolní teplotě praskaly. Konstruktéři zápustek musí počítat s tepelnou roztažností při těchto teplotách a podle toho znovu kalibrovat vůle a silové parametry držáku polotovaru.
Dokonce i při konvenčním hlubokém tažení za studena může třecí teplo generované na rozhraní raznice-výlisek a zápustka výrazně zvýšit místní povrchové teploty. U hliníkových slitin, které mají relativně nízkou teplotu tání ve srovnání s ocelí, nadměrné lokální zahřívání urychluje zadření – přenos lepidla hliníku na povrch matrice – což zhoršuje kvalitu povrchu, zvyšuje tvářecí síly a zkracuje životnost nástroje. Díky tomu je při zpracování obzvláště důležitá strategie mazání a výběr povrchové úpravy matrice hliníková slitina listy.
Běžné automobilové hliníkové slitiny a jejich tvarovací charakteristiky
| Řada slitin | Typický stupeň | Rozsah tání (°C) | Klíčová aplikace |
|---|---|---|---|
| 5xxx (Al-Mg) | 5052, 5182 | 607–649 | Vnitřek kapoty, vnitřek dveří, kryty EV |
| 6xxx (Al-Mg-Si) | 6016, 6111 | 610–655 | Vnější panely karoserie, konstrukční uzávěry |
| Mg-Al (hořčík-hliník) | AZ31, AM60 | 470–630 | Kryty baterií EV, přístrojové desky |
Design matrice pro EV: Poměry hlubokého tažení, pouzdra baterií a odlehčení
Výroba elektrických vozidel klade požadavky na hlubokotažné matrice, které přesahují to, co vyžaduje tradiční automobilové lisování. Technicky nejnáročnější aplikací je vytvoření pouzder baterií ze slitiny hořčíku a hliníku – velké, hluboké, konstrukčně složité skříně, které chrání pole bateriových článků a zároveň přispívají k celkové hmotnosti vozidla. Tyto komponenty vyžadují poměry hlubokého tažení přesahující 2,5:1 (poměr průměru polotovaru k průměru razníku), což posouvá materiál na jeho meze tažnosti a vyžaduje výjimečnou konstrukci matrice, aby se zabránilo praskání příruby nebo nadměrnému ztenčování stěn.
Minimalizace ztenčení materiálu napříč taženou stěnou je pro pouzdra baterií kritická, protože rovnoměrnost tloušťky stěny přímo ovlivňuje tuhost konstrukce a odolnost proti nárazu. Konstruktéři zápustek to řeší několika koordinovanými strategiemi: optimalizací poloměru razníku pro rovnoměrnější rozložení napětí, implementací profilů variabilní síly držáku polotovaru (BHF), které zvyšují tlak progresivně s rostoucí hloubkou tažení, a aplikací vícestupňových sekvencí tažení pro obzvláště hluboké geometrie namísto pokusu o jednooperační tváření.
Posun směrem k odlehčení také vedl k přijetí modulárních struktur matrice v programech EV. Spíše než obrábění monolitického bloku zápustek využívají modulární konstrukce výměnné břitové destičky pro oblasti s vysokým opotřebením, jako jsou poloměry vstupu zápustek a rohy razníku. Tento přístup snižuje náklady na nástroje na program vozidla o 20–35 % ve scénářích velkých objemů, protože opotřebené vložky lze vyměnit bez sešrotování celé sady matric. Modulární matrice také umožňují rychlejší přizpůsobení, když dojde k iteracím návrhu během vývojového cyklu EV, který má tendenci se pohybovat rychleji než tradiční automobilové programy.
Kontrola síly držáku přířezu: Zabraňuje mačkání a praskání současně
Síla držáku polotovaru je jedinou nejvlivnější procesní proměnnou při hlubokém tažení a její správná kalibrace je tím, co odděluje stabilní výrobní proces od procesu náchylného ke zmetkovitosti. Příliš málo BHF umožňuje, aby se příruba vyboulila při tlakovém obvodovém namáhání, čímž se vytvořily vrásky, které nelze v následných operacích vyrovnat. Příliš mnoho BHF brání kovu v toku do dutiny zápustky, což způsobuje tahové lomy ve stěně – obvykle na poloměru razníku, kde je materiál nejtenčí.
pro hliníková slitina plechů je přijatelné okno BHF užší než u nízkouhlíkové oceli, protože hliník má nižší exponent deformačního zpevnění a je citlivější na lokalizované ztenčení. Moderní automobilový průmysl hluboká kresba umírá řeší to pomocí hydraulických nebo servořízených držáků polotovarů, které mohou dynamicky upravovat tlak v reálném čase na základě zpětné vazby od snímačů zatížení zabudovaných do struktury matrice. Tato regulace s uzavřenou smyčkou je zvláště cenná při tažení součástí ze slitiny hořčíku a hliníku za zvýšených teplot, kde se napětí toku materiálu plynule mění, jak se polotovar během zdvihu ochlazuje.
Při nastavování parametrů držáku polotovaru pro novou operaci hlubokého tažení musí být vyváženy následující faktory:
- Mez kluzu a tažnost materiálu: Slitiny s vyšší pevností vyžadují větší BHF, aby se zabránilo vrásnění, ale zároveň jsou náchylnější k praskání, což vyžaduje užší kontrolní šířku pásma.
- Prázdná geometrie a hloubka kreslení: Nekruhové polotovary – běžné v aplikacích dveřních panelů a krytů baterií – vytvářejí nerovnoměrné rozložení napětí příruby, což vyžaduje segmentované držáky polotovarů nebo držáky polotovarů s proměnnou geometrií.
- Tloušťka mazacího filmu: Silnější mazací filmy snižují tření a snižují BHF potřebné k zabránění zadření, ale nadměrné mazání může způsobit efekty hydroplaningu, které destabilizují tok kovu.
- Rychlost zdvihu lisu: Vyšší lisovací rychlosti zvyšují rychlosti deformace, což ovlivňuje namáhání hliníku při toku a zužuje bezpečný rozsah BHF – což je kritické hledisko při přechodu od prototypu k sériovému lisu.
Vývoj zápustek řízený simulací a inteligentní monitorování v hromadné výrobě
Moderní vývoj automobilových lisovacích nástrojů již nespoléhá pouze na fyzické vyzkoušení. Simulace tváření založená na analýze konečných prvků (FEA) – pomocí softwarových platforem, jako je AutoForm nebo Dynaform – umožňuje konstruktérům zápustek virtuálně otestovat podmínky tváření předtím, než se vyřízne jeden kus nástrojové oceli. Simulace přesně předpovídá rozložení ztenčení, rizikové zóny vrásek, velikost odpružení a požadavky na tvářecí sílu, což umožňuje návrhářům výpočtově optimalizovat geometrii razníku, poloměry vstupu zápustky a profily BHF. pro hliníková slitina komponenty s komplexním zakřivením, simulace může snížit počet opakování fyzického zkoušení o 40–60 %, což výrazně zkrátí časové osy vývoje lisovacích nástrojů.
Jakmile raznice vstoupí do sériové výroby, inteligentní monitorovací systémy udržují stabilitu procesu po tisíce zdvihů za směnu. Senzory akustické emise detekují počátek zadření nebo povrchové rýhy dříve, než se stanou viditelnými. Pole tenzometrů ve struktuře matrice sledují tvářecí sílu v reálném čase a označují odchylky, které indikují odchylky materiálu polotovaru nebo poruchu maziva. Obrazové systémy provádějí 100% optickou kontrolu nakreslených dílů ihned po vysunutí, měří kritické rozměry oproti jmenovitým hodnotám CAD a automaticky označují díly mimo toleranci k odstranění, než se dostanou k následné montáži.
Tato integrace simulace a monitorování tisku odráží širší průmyslový přechod: hluboká kresba umírá již nejsou pasivními nástroji, ale aktivními součástmi datově řízeného výrobního systému. Pro výrobce automobilů a elektromobilů, kteří se zavázali k výrobním cílům s nulovými defekty, není investice do simulací ověřených návrhů lisovacích nástrojů a výrobních nástrojů vybavených senzory prvotřídní možností – jde o konkurenční základní požadavek, protože průmysl urychluje svůj posun směrem k odlehčení pomocí pokročilých technologií. hliníková slitina materiály.

Předchozí příspěvek
Díly na lisování autosedaček: Průvodce kvalitou a uchycením
Další příspěvek
Kovové lisovací díly: Typy a aplikace
naše Produkty.

Začněte své podnikání s výrobcem OEM právě zde!
Poskytujte globálním zákazníkům kompletní řešení na klíč
skrz
inovace!
RYCHLÉ ODKAZY
NOVINKY
KONTAKTNÍ INFORMACE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 č. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Čína
č. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Čína
autorská práva © Suzhou Shuangqisi Mold Equipment Co., Ltd. Všechna práva vyhrazena. Vlastní raznice Výrobci kovových lisovacích forem
