-
Laptopové lisovací díly
Naše lisovací díly pro notebooky jsou precizně ...
-
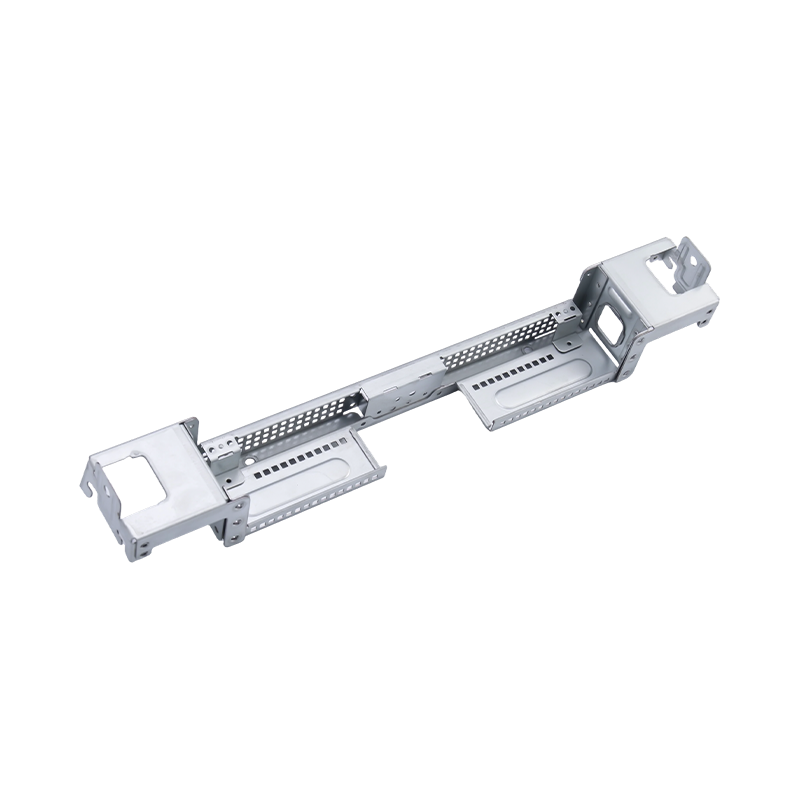
Špičkové velké počítačové lisovací díly
Naše špičkové díly pro velké počítačové lisy js...
-
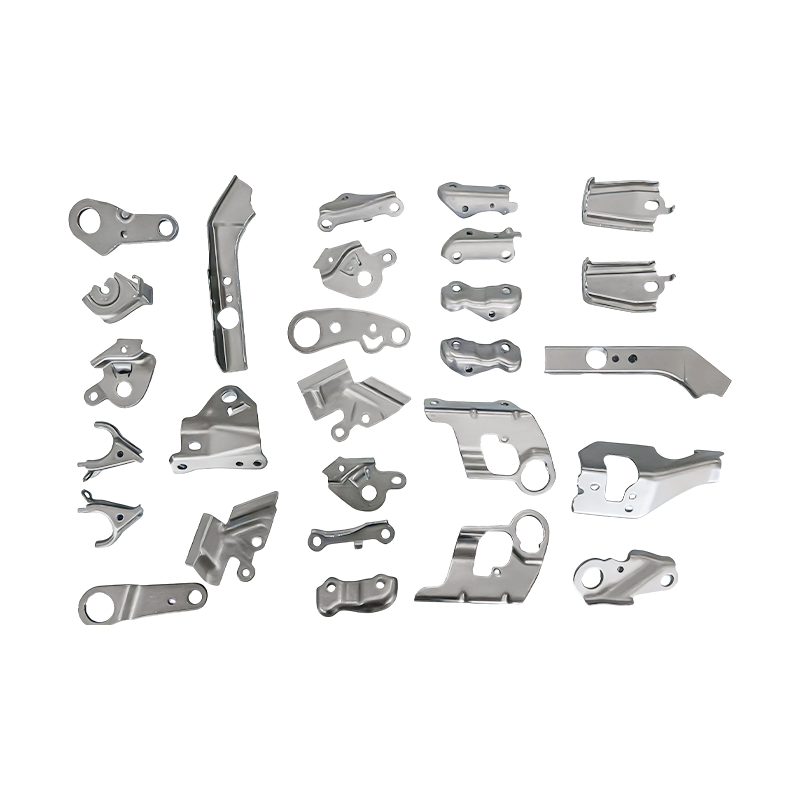
Malé automobilové díly progresivní lisovací díly
Naše díly pro progresivní lisování malých autom...
-
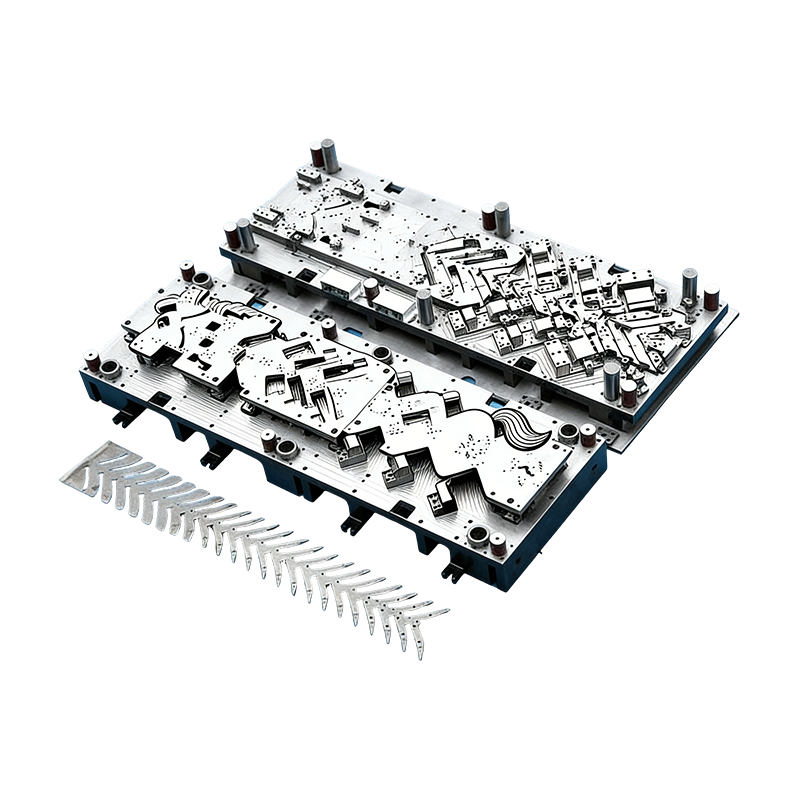
Progresivní formy pro automobilové díly
Tato kontinuální forma pro kryty automobilových...
-
Malé lisované díly pro notebooky a mobilní telefony
Malé lisované díly pro notebooky a mobilní tele...
-
Lisovací díly autosedaček
Lisovací díly autosedaček jsou základní kovové ...
Novinky z oboru
Kovové lisovací díly: Typy a aplikace
2026-04-27
Co jsou kovové lisovací díly a proč záleží na přesnosti
Kovové lisovací díly jsou komponenty vyráběné aplikací řízené síly prostřednictvím matric a razníků na plochý kovový plech, přeměnou suroviny na přesně tvarované konstrukční a funkční prvky prostřednictvím operací, jako je stříhání, děrování, ohýbání, tažení a ražení. Na rozdíl od obrábění, které odstraňuje materiál pro dosažení geometrie, lisování přemisťuje a formuje kov, nevytváří prakticky žádný materiálový odpad ve fázi řezání a umožňuje časy cyklu měřené ve zlomcích sekundy na díl. Kombinace rychlosti, opakovatelnosti a rozměrové konzistence dělá z lisování kovů dominantní výrobní proces všude tam, kde jsou vyžadovány velké objemy plechových součástí.
Přesnost je určující charakteristikou, která odděluje průmyslové lisování od běžného zpracování plechu. V aplikacích, jako je spotřební elektronika, automobilové sestavy a domácí spotřebiče, musí lisované součásti splňovat tolerance kritických rozměrů až ±0,05 mm, s odchylkami rovinnosti řízenými na méně než 0,1 mm po povrchu součásti. Dosažení těchto specifikací konzistentně ve výrobních sériích stovek tisíc kusů vyžaduje progresivní lisovací nástroje konstruované s přesností na úrovni mikronů, servopohony řízené lisovací systémy s monitorováním tonáže v reálném čase a in-line vizuální kontrolu schopné detekovat výšku otřepů, odchylky polohy otvoru a povrchové vady při rychlosti výroby.
Materiály zpracované při lisování kovů pokrývají široké spektrum. Ocel válcovaná za studena (SPCC, DC01), galvanicky pozinkovaný plech, žárově pozinkovaná ocel, nerezová ocel jakosti 304 a 430, hliníkové slitiny 1050 a 5052, slitiny mědi a beryliová měď jsou všechny rutinně lisovány v závislosti na mechanických požadavcích, odolnosti proti korozi a vodivosti cílové aplikace. Výběr materiálu přímo ovlivňuje míru opotřebení formy, chování při zpětném odpružení, kvalitu povrchové úpravy a následné dokončovací procesy – pokovování, eloxování, práškové lakování – které bude konečné lisování vyžadovat.
Elektronické lisovací díly: Přesnost v srdci moderních zařízení
Elektronické lisovací díly představují jeden z technicky nejnáročnějších segmentů průmyslu lisování kovů. Komponenty vyráběné pro sestavy desek s plošnými spoji, konektory, terminály, EMI stínící plechovky, kontakty baterií, pouzdra spínačů a držáky senzorů musí kombinovat submilimetrovou rozměrovou přesnost se specifickými elektrickými, tepelnými a mechanickými vlastnostmi – to vše v rámci přísných cenových omezení konkurenčních trhů spotřební elektroniky.
Konektorové svorky a kontaktní pružiny patří mezi nejnáročnější elektronické lisovací díly na výrobu. Tyto díly jsou vyráběny z fosforového bronzu, beryliové mědi nebo mosazného pásového materiálu v tloušťkách od 0,1 mm do 0,5 mm a vyžadují vícestupňové progresivní raznice, které současně vytloukají profil, tvoří geometrii pružiny a razí kontaktní plochu jediným zdvihem lisu. Kontaktní síla, trvanlivost cyklu vkládání/vytahování a odpor kontaktu – obvykle požadované pod 10 mΩ po 1 000 cyklech vkládání – jsou ověřovány spíše prostřednictvím testovacích protokolů specifických pro aplikaci než obecných materiálových certifikátů.
EMI stínící plechovky a RF kryty
Plechovky stínící EMI jsou tenkostěnné elektronické lisovací díly vyrobené z nikl-stříbra, za studena válcované oceli nebo nerezového plechu o tloušťce 0,15–0,3 mm. Jejich funkcí je obsahovat vysokofrekvenční emise z vysokorychlostních procesorových modulů, bezdrátových komunikačních integrovaných obvodů a obvodů řízení napájení na hustě osídlených deskách plošných spojů. Rozměrová přesnost obvodu a výšky plechovky je kritická: mezery přesahující 0,1 mm na usazovací přírubě vytvářejí otvory, které snižují účinnost stínění o 10–20 dB při frekvencích nad 1 GHz, přímo snižují výkon rádia zařízení a potenciálně způsobují selhání regulační certifikace.
Kontakty baterie a pružinové svorky
Kontaktní pružiny baterie v přenosných zařízeních musí poskytovat konzistentní kontaktní sílu po celou dobu životnosti baterie vložení a vyjmutí – typicky 500–1 000 cyklů pro spotřebitelská zařízení. Elektronické lisovací díly v této kategorii jsou vyráběny z nerezové oceli nebo fosforového bronzu se zlatým nebo niklovým pokovením na kontaktním hrotu. Geometrie pružiny – konzolová, stočená nebo složená – je optimalizována pomocí simulace konečných prvků během návrhu nástroje, aby bylo zajištěno, že kontaktní síla zůstane ve specifikovaném rozsahu (obvykle 1–3 N) v celé řadě tolerancí rozměrů bateriového článku a krytu.
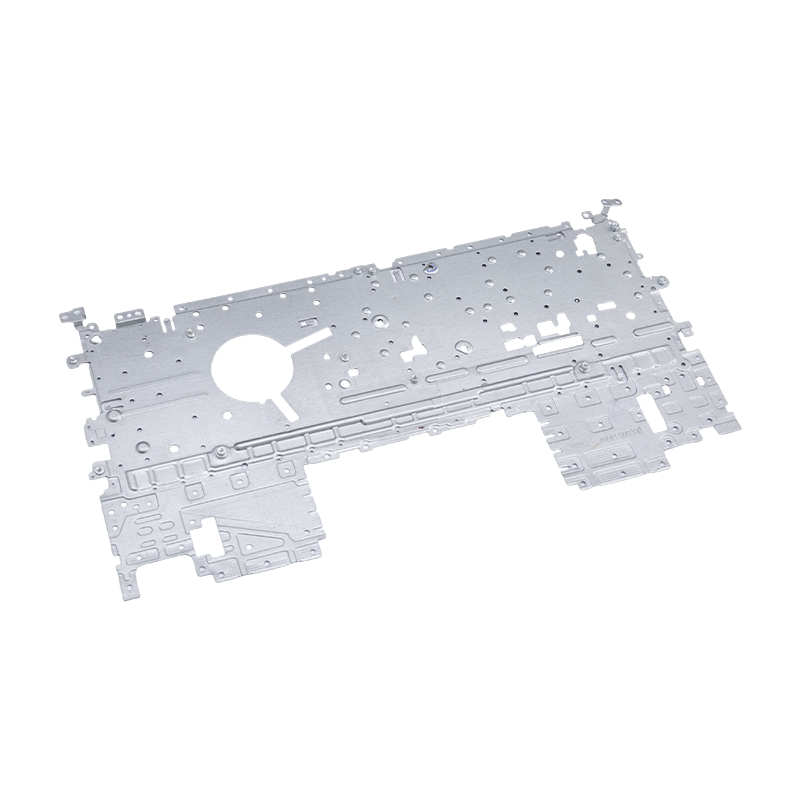
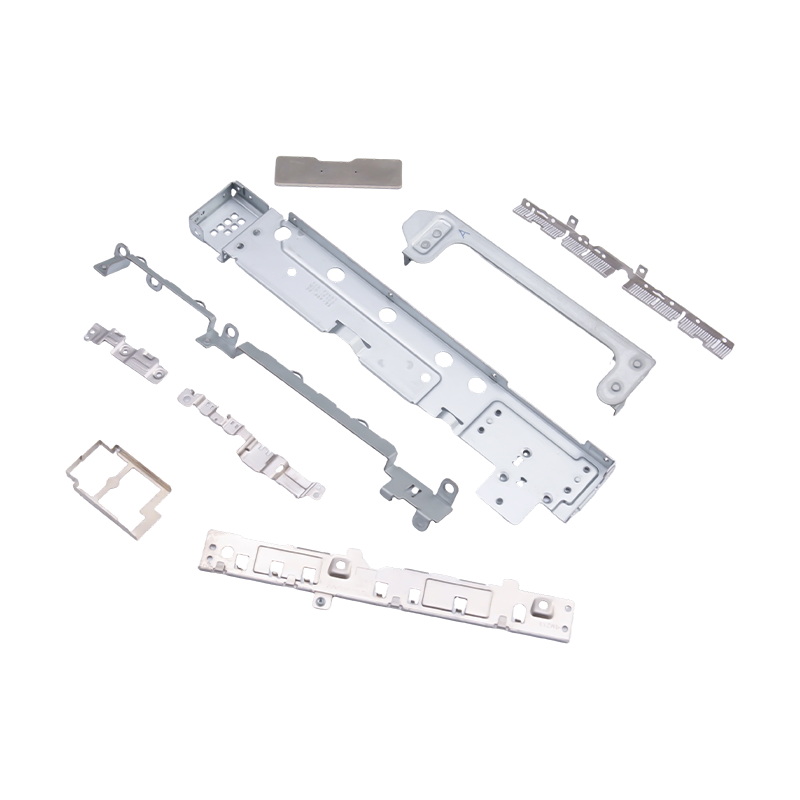
Lisovací díly pro notebooky: Konstrukční přesnost v sestavách s tenkým profilem
Laptopové lisovací díly fungují pod jedinečnou sadou omezení, která je odlišují od obecných elektronických lisovacích dílů. Neutuchající snaha o tenčí a lehčí design notebooků – s tloušťkou šasi nyní pravidelně pod 14 mm a celkovou hmotností systému pod 1 kg – vyžaduje lisované komponenty, které poskytují maximální strukturální tuhost při minimální tloušťce materiálu a přitom se vejdou do montážních obalů měřených v desetinách milimetru.
Držák závěsu je jednou z mechanicky nejnáročnějších součástí pro lisování notebooků v jakémkoli designu notebooku. Závěsy vyrobené z vysoce pevné nerezové oceli nebo oceli válcované za studena s pevností v tahu přesahující 600 MPa musí odolat cyklickému únavovému zatížení operací otevření a zavření víka – typicky dimenzované na 20 000–30 000 cyklů u komerčních notebooků – bez trvalé deformace nebo praskání povrchu. Progresivní lisování následované ražbou v místech vrtání závěsu zajišťuje, že průměr vrtání a přesnost polohy splňují požadavky na těsné uložení s přesahem sestavy otočného čepu závěsu.
Vnitřní výztužné držáky šasi, montážní distanční sloupky pro základní desku, příchytky tepelného modulu a podpůrné rámy zadní desky klávesnice jsou další kategorie dílů pro lisování notebooků, kde je řízení rozměrů kritické. Při montážních tolerancích na úrovni systému měřených ve zlomcích milimetru musí každý výlisek důsledně zasahovat do svého individuálního tolerančního okna – obvykle ±0,1 mm na pozicích otvorů a ±0,05 mm na kritických uloženích – aby bylo možné robotickou montáž bez ručního nastavování. Na tyto díly jsou aplikovány povrchové úpravy včetně bezproudového niklování, černění a chemického konverzního povlaku, aby byly splněny požadavky na odolnost proti korozi a vodivost uzemnění.
Díly pro lisování domácích spotřebičů: Odolnost navržená pro desetiletí služby
Lisovací díly domácích spotřebičů slouží jako základní konstrukční a funkční kostra ledniček, praček, klimatizací a mikrovlnných trub. Na rozdíl od spotřební elektroniky – kde je typická životnost produktu tři až pět let – jsou hlavní domácí spotřebiče navrženy pro deset až patnáct let nepřetržitého provozu v domácím prostředí, které zahrnuje vlhkost, cyklování teplot, vibrace a chemické působení čisticích prostředků. Lisované kovové součásti uvnitř těchto produktů musí odpovídat tomuto očekávání odolnosti.
Výběr materiálu pro lisovací díly pro domácí spotřebiče odráží tento požadavek na dlouhou životnost. Pozinkovaný ocelový plech (žárově nebo galvanicky pozinkovaný) poskytuje ochranu proti korozi vnitřních panelů a součástí podvozku vystavených kondenzaci a čisticím prostředkům. Nerezová ocel třídy 430 je určena pro viditelné vnější povrchy a vnitřní součásti bubnu v pračkách, kde jsou prvotřídní požadavky na kosmetický vzhled a odolnost vůči skvrnám. Plech z hliníkové slitiny – obvykle 3003 nebo 5052 – se používá v žebrech výměníků tepla a dekorativních předních panelech, kde je prioritou snížení hmotnosti a kompatibilita s eloxováním.
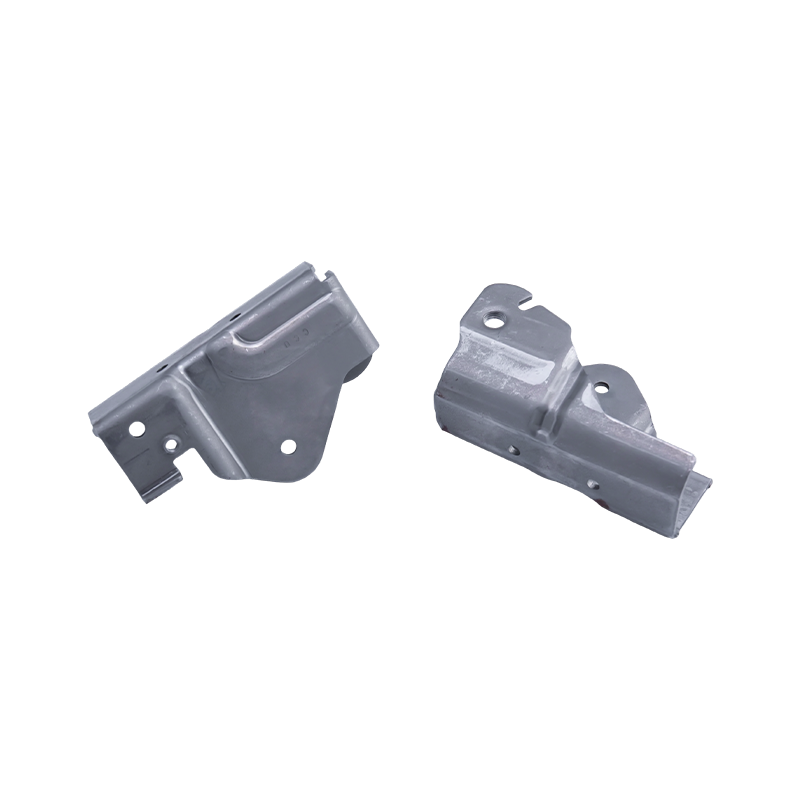
Konstrukční role: Konzoly, podvozek a spojovací díly
V rámci sestavy spotřebiče plní lisovací díly domácích spotřebičů tři základní konstrukční funkce. Montážní držáky motoru připevňují vnitřní motory – kompresory v chladničkách, hnací motory v pračkách, motory ventilátorů ve vnitřních jednotkách klimatizace – k rámu spotřebiče s dostatečnou tuhostí, aby izolovaly vibrace a zabránily únavě v místech upevňovacích prvků po dobu životnosti produktu. Výlisky podvozku tvoří nosnou kostru, která nese tělo spotřebiče, nese váhu vnitřních součástí a poskytuje rozměrový údaj, ze kterého se odvíjejí všechny montážní operace. Spojovací kusy spojují hlavní podsestavy a přenášejí mechanická zatížení mezi konstrukčním rámem, dveřními závěsy, montážními konstrukcemi ovládacího panelu a držáky vedení potrubí nebo kabelových svazků.
Požadavky na kontrolu kvality pro výlisky jakosti zařízení
Při výrobě lisovacích dílů pro domácí spotřebiče jsou prováděny přísné kontroly kvality, aby odpovídaly nárokům na dlouhou životnost domácích spotřebičů. Následující parametry inspekce jsou rutinně ověřovány při vstupní inspekci, kontrolních bodech v průběhu procesu a konečné přejímce:
- Rovinnost a přesnost tvaru: Panely podvozku a montážní povrchy držáků jsou kontrolovány na povrchových deskách nebo upínačích souřadnicového měřicího stroje, aby se potvrdila rovinnost v rámci specifikace – obvykle 0,3–0,8 mm po celé délce panelu – aby se zajistilo správné usazení sestavy a zabránilo se koncentraci napětí v upevňovacích bodech.
- Odolnost proti korozi: Testování solnou mlhou podle ISO 9227 — 72 až 240 hodin v závislosti na aplikaci — ověřuje, že nátěrový systém (pozinkování, galvanizace nebo práškový lak) poskytuje dostatečnou ochranu pro zamýšlené provozní prostředí.
- Rozměrové ověření kritických vlastností: Průměry otvorů, vzdálenosti od okraje k otvoru a úhly ohnutých přírub na rozhraních sestavy se měří optickým komparátorem nebo souřadnicovým měřicím strojem při definovaných vzorkovacích frekvencích, aby se potvrdilo, že díly zůstávají v rámci tolerančního okna po celou dobu výroby.
- Ovládání výšky otřepu: Odkryté hrany a děrované otvory jsou kontrolovány na výšku otřepů – obvykle je to požadováno pod 0,1 mm – aby se zabránilo poškození izolace kabelů, zranění obsluhy během montáže a koncentraci napětí, která by mohla způsobit únavové trhliny během provozu zařízení.
Porovnání požadavků na aplikace napříč segmenty lisování
Tři primární segmenty – obecné kovové lisovací díly, elektronické lisovací díly, lisovací díly pro notebooky a lisovací díly pro domácí spotřebiče – sdílejí stejný hlavní výrobní proces, ale výrazně se liší v kvalitě materiálu, rozměrové toleranci, povrchové úpravě a požadavcích na servisní prostředí. Níže uvedená tabulka shrnuje klíčové rozdíly pro podporu rozhodování o specifikaci a zdrojích:
| Atribut | Elektronické lisovací díly | Laptop Díly pro lisování | Lisovací díly pro domácí spotřebiče |
|---|---|---|---|
| Typická tloušťka materiálu | 0,1 – 0,5 mm | 0,3 – 1,0 mm | 0,5 – 2,5 mm |
| Klíčové materiály | Fosforový bronz, beryliová měď, nikl-stříbro | Vysoce pevná nerezová ocel, ocel válcovaná za studena | Pozinkovaná ocel, nerezová ocel 430, hliníková slitina |
| Rozměrová tolerance | ±0,02 – ±0,05 mm | ±0,05 – ±0,10 mm | ±0,10 – ±0,30 mm |
| Primární zaměření na výkon | Vodivost, kontaktní síla, útlum EMI | Únavová životnost, tuhost, minimalizace hmotnosti | Odolnost proti korozi, nosnost konstrukce |
| Povrchová úprava | Zlacení, niklování, cínování | Bezproudový nikl, černý oxid, chemická konverze | Žárové zinkování, práškové lakování, eloxování |
| Životnost designu | 3 – 5 let (spotřebitelský cyklus) | 3 – 7 let | 10 – 15 let |

Sourcing kovových lisovacích dílů: Co hodnotit u dodavatele
Výběr schopného dodavatele lisování vyžaduje paralelní hodnocení technické infrastruktury, systémů řízení kvality a výrobní kapacity. Nejnižší jednotková cena od dodavatele bez ověřené schopnosti nástrojů, zařízení pro kontrolu během procesu a kontroly povrchové úpravy bude trvale produkovat vyšší celkové náklady prostřednictvím přepracování, odstávek linek a vracení na místě. Následující kritéria poskytují strukturovaný hodnotící rámec:
- Konstrukce nástrojů a schopnost údržby: Vlastní progresivní konstrukce lisovacích nástrojů, vybavení CNC nástrojárny a zdokumentované plány údržby lisovacích nástrojů jsou indikátory dodavatele, který může kontrolovat kvalitu dílů prostřednictvím nástroje, spíše než se spoléhat na třídění.
- Rozsah kapacity lisu: Flotila dodavatelů od 25tunových stolních lisů až po 400tunové lisy s mezerovým rámem nebo lisy s přímou stranou naznačuje schopnost zpracovávat jemné elektronické lisovací díly i lisovací díly pro těžké domácí spotřebiče v rámci jediného zdroje.
- Infrastruktura metrologie a kontroly: Schopnost souřadnicového měřicího stroje, optické komparátory, testery drsnosti povrchu a zkušební komory v solné mlze na místě ukazují, že dodavatel může generovat objektivní údaje o kvalitě spíše než se spoléhat pouze na vizuální kontrolu.
- certifikace: ISO 9001:2015 jako základní systém managementu kvality; IATF 16949 pro účast v automobilovém dodavatelském řetězci; ISO 14001 pro environmentální management – zvláště relevantní, když procesy povrchové úpravy zahrnují regulované chemikálie.
- Sledovatelnost materiálu: Certifikáty mlýnů propojené se záznamy o výrobních dávkách umožňují týmům pro analýzu poruch vysledovat defekty v terénu zpět ke konkrétním teplotám materiálu a zpracování – nesmlouvavý požadavek na díly pro lisování notebooků a díly pro elektronické lisování dodávané na regulované koncové trhy.
Předchozí příspěvek
Lehký, vysoce přesný: Strategie hlubokotažných matric pro řízení EV panelů karoserie Inovace
Další příspěvek
Od panelů karoserie k pouzdrům baterií: Technika za automobilovými hlubokotažnými matricemi
naše Produkty.
Začněte své podnikání s výrobcem OEM právě zde!
Poskytujte globálním zákazníkům kompletní řešení na klíč
skrz
inovace!
RYCHLÉ ODKAZY
NOVINKY
KONTAKTNÍ INFORMACE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 č. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Čína
č. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Čína
autorská práva © Suzhou Shuangqisi Mold Equipment Co., Ltd. Všechna práva vyhrazena. Vlastní raznice Výrobci kovových lisovacích forem
