-
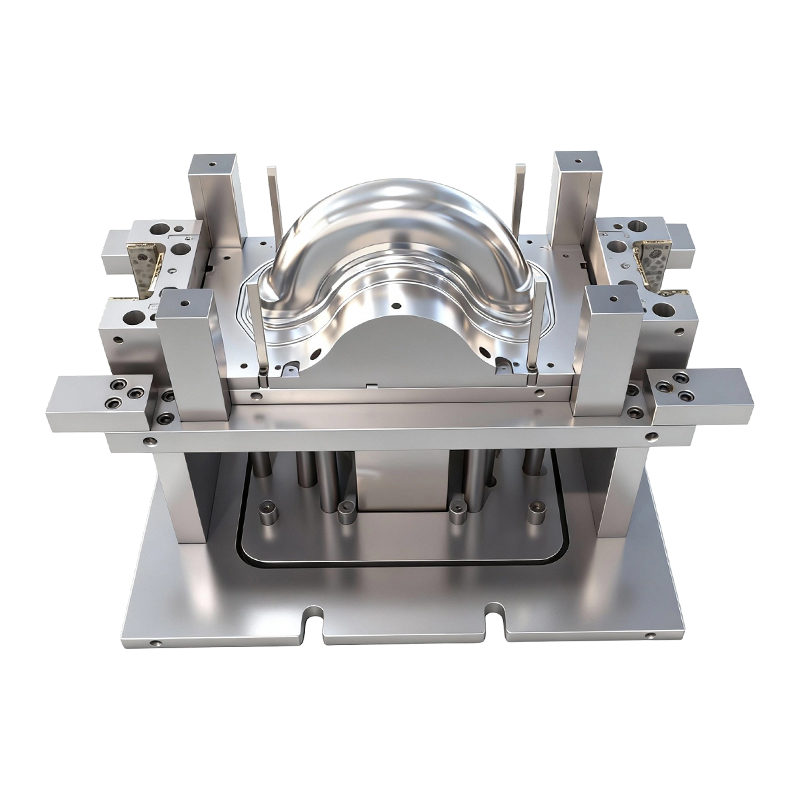
Hlubokotažná forma pro přední a zadní kola dvoukolových elektrických vozidel
Tato hlubokotažná forma pro přední a zadní kola...
-
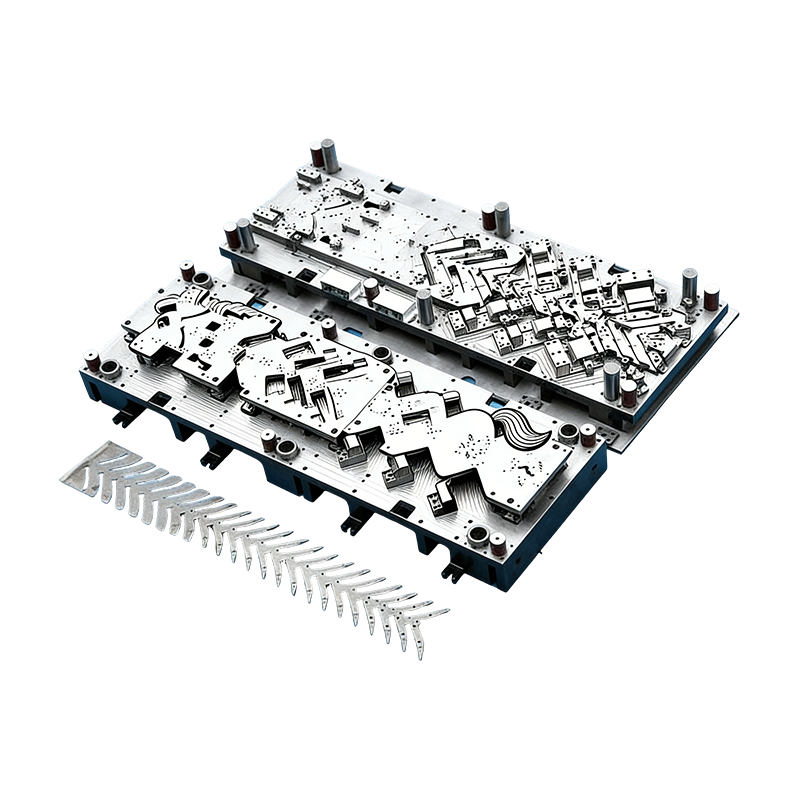
Progresivní formy pro automobilové díly
Tato kontinuální forma pro kryty automobilových...
-
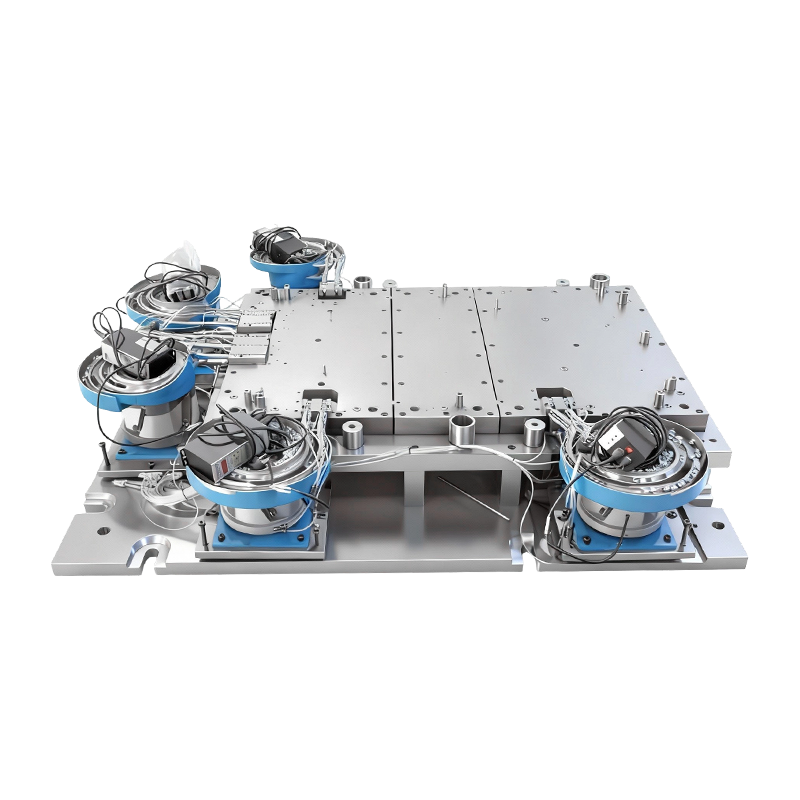
Automatická nýtovací forma pro velkou základnu počítačového stroje
Tato automatická nýtovací forma pro základnu ve...
-
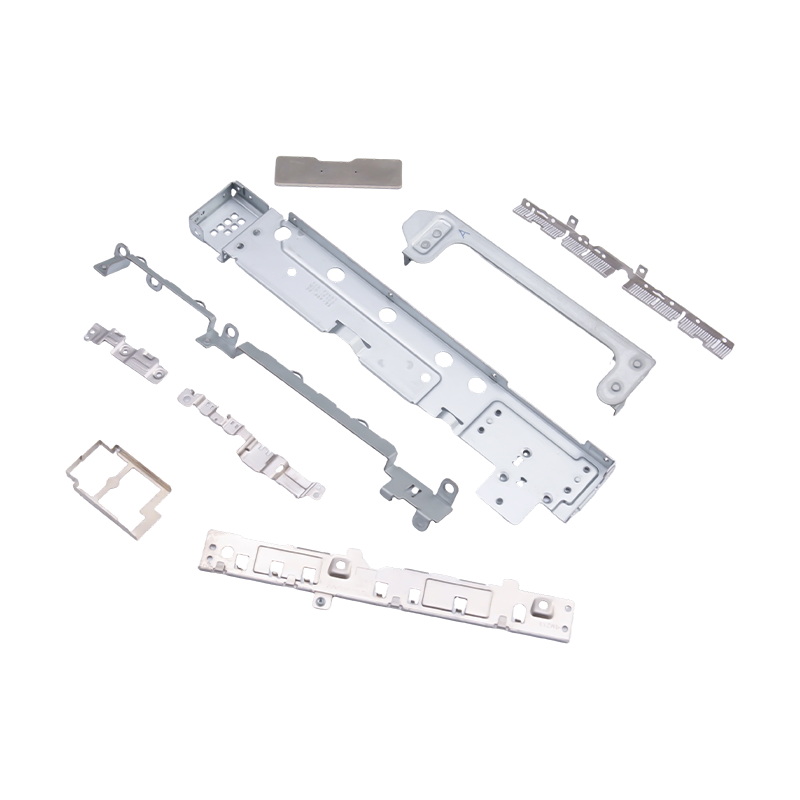
Malé lisované díly pro notebooky a mobilní telefony
Malé lisované díly pro notebooky a mobilní tele...
-

Lisovací díly skříně motoru automobilu
Lisovací díly skříní automobilového motoru jsou...
-

Lisovací díly pro těžký nákladní automobil
Naše lisovací díly pro těžká nákladní vozidla j...
Novinky z oboru
Domů / Novinky / Novinky z oboru / Od panelů karoserie k pouzdrům baterií: Technika za automobilovými hlubokotažnými matricemi
Od panelů karoserie k pouzdrům baterií: Technika za automobilovými hlubokotažnými matricemi
2026-04-21
Co jsou to raznice pro automobilový průmysl a jak fungují
Automobilové lisovací raznice jsou přesné nástrojové systémy používané k tvarování plochých plechů do složitých trojrozměrných součástí prostřednictvím řízené plastické deformace. Mezi různými typy, kresba zemře a hluboká kresba umírá jsou nejdůležitější pro výrobu dutých nebo miskovitých dílů – od vnějších panelů dveří a kapot po kryty baterií a konstrukční výztuhy.
Proces hlubokého tažení funguje tak, že se plochý kovový polotovar vtlačí do dutiny matrice pomocí razníku, zatímco držák polotovaru aplikuje řízenou sílu, aby vedl tok kovu a zabránil defektům. Na rozdíl od mělkého tváření dosahuje hluboké tažení poměru tažení – poměru průměru polotovaru k průměru razníku – který běžně přesahuje 2,5:1, což umožňuje výrobu podstatně hlubších dílů vzhledem k jejich šířce. Tato schopnost je nezbytná pro automobilové aplikace, kde musí koexistovat složitá geometrie a strukturální integrita.
Kompletní sestava matrice obvykle obsahuje čtyři hlavní součásti:
- The punč , která fyzicky deformuje kovový polotovar směrem dolů do dutiny
- The zemřít (samičí forma), která definuje vnější tvar a rozměry tvarovaného dílu
- The držák polotovaru , který vyvíjí nastavitelný tlak na přírubu plechu pro řízení toku materiálu
- The zemřít set (sestava základny a vedení), která zajišťuje přesné vyrovnání a opakovatelnost napříč výrobními cykly
Společně musí být tyto součásti navrženy s úrovněmi tolerance, které se obvykle drží ±0,02 mm zajišťující rozměrovou přesnost ve velkoobjemových výrobních sériích, které mohou dosáhnout stovek tisíc dílů ročně.
Klíčová konstrukční kritéria pro vysoce výkonné hlubokotažné matrice
Navrhování účinných hlubokotažných zápustek pro automobilové použití vyžaduje vyvážení mnoha konkurenčních technických požadavků. Špatná konstrukce vede k praskání, zvrásnění, odpružení nebo předčasnému opotřebení nástroje – to vše přímo zvyšuje výrobní náklady a prostoje. Následující parametry jsou klíčové pro dosažení konzistentního výstupu bez závad.
Ovládání síly držáku prázdného místa
Síla držáku polotovaru (BHF) je jednou z nejvlivnějších proměnných v procesu hlubokého tažení. Nedostatek BHF způsobuje, že se plech při zatékání dovnitř bortí a mačká; nadměrné BHF omezuje tok materiálu a vede k roztržení nebo prasknutí na poloměru razníku. Moderníí automobilové lisovací nástroje používejte hydraulické nebo servořízené držáky polotovaru schopné dynamicky upravovat tlak v průběhu cyklu zdvihu — často se pohybuje od 20 % do 80 % maximální síly v závislosti na hloubce tváření a typu materiálu.
Povrchová úprava a snížení tření
Povrchy matrice, které jsou v kontaktu s kovovým plechem, musí dosáhnout ultra hladkého povrchu, aby se minimalizovalo ztenčení a zadření způsobené třením. Průmyslové standardy pro vysoký výkon hluboká kresba umírá vyžadují drsnost povrchu Ra ≤ 0,05 μm , dosažené leštěním, tvrdým chromováním nebo povlaky fyzikálního napařování (PVD), jako je TiCN nebo DLC (diamantový uhlík). Tyto povlaky také výrazně prodlužují životnost nástroje a zkracují intervaly výměny v prostředí hromadné výroby.
Modulární nástrojová architektura
Modulární konstrukce matrice umožňují výměnu jednotlivých součástí – jako jsou razníky, vložky nebo segmenty držáků polotovarů – nezávisle, spíše než vyžadují úplnou výměnu matrice. U automobilových výrobců OEM provozujících více variant modelů na sdílených platformách snižuje modularita investice do nástrojů o 25–40 % a zkracuje dobu přechodu z hodin na minuty. Tento konstrukční přístup také zjednodušuje plánování údržby a umožňuje rychlejší přizpůsobení příkazům technických změn (ECO).
Aplikace v tradičních vozidlech vs. elektrická vozidla
Zatímco základní mechanika hlubokého tažení zůstává konzistentní, specifické požadavky na tradiční vozidla a elektrická vozidla (EV) se podstatně liší – odrážejí rozdíly v materiálech, geometriích a strukturálních prioritách.
| Parametr | Tradiční vozidla | Elektrická vozidla |
|---|---|---|
| Primární materiály | Měkká ocel, HSLA ocel | Slitina hliníku, slitina hořčíku a hliníku |
| Typický poměr tažení | 1,8:1 – 2,2:1 | 2,5:1 a více |
| Klíčové tvarované komponenty | Výplně dveří, kapoty, víka kufru | Kryty baterií, kryty motorů, podlahové vaničky |
| Požadavek tolerance | ±0,05 mm (panely karoserie) | ±0,02 mm (battery enclosures) |
| Zemřít materiální výzva | Odolnost proti opotřebení při tváření oceli | Prevence zadření pomocí měkkých slitin |
Pro aplikace specifické pro EV, kresba zemře navržený pro pouzdra baterií ze slitiny hořčíku a hliníku čelí jedinečným výzvám. Tyto lehké slitiny mají nižší tažnost než ocel a jsou náchylnější k odpružení a poškrábání povrchu. Zápustky pro tyto součásti jsou obvykle konstruovány s vyhřívanými nástroji (tvarování za tepla při 200–300 °C), aby se zlepšil tok materiálu, spolu se specializovanými kanály pro dodávání maziva integrovanými do struktury zápustky, aby se udržely konzistentní podmínky tření během dlouhých výrobních sérií.
Simulační technologie a inteligentní monitorování v technologii lisování
Modern automobilové lisovací nástroje jsou vyvíjeny ve spojení s pokročilými simulačními platformami před výrobou jakéhokoli fyzického nástroje. Software pro analýzu konečných prvků (FEA) – včetně nástrojů jako AutoForm, Pam-Stamp a LS-DYNA – umožňuje inženýrům virtuálně simulovat celý proces tváření, předvídat rozložení ztenčení, rizikové zóny vrásek, velikost odpružení a požadavky na tlak držáku polotovaru s vysokou přesností.
Typický pracovní postup simulace pro komplexní hlubokotaženou komponentu zahrnuje:
- Vstup materiálové charakterizace — mez kluzu, n-hodnota (exponent deformačního zpevnění), r-hodnota (poměr plastické anizotropie) pro konkrétní slitinu a temperování
- Analýza limitního diagramu tváření (FLD). — identifikace bezpečných, okrajových a poruchových zón v rámci tvarovaného dílu
- Modelování kompenzace odpružení — předpovídání elastického zotavení a předkompenzace geometrie matrice pro dosažení konečného čistého tvaru
- Vyzkoušejte virtuální iteraci — snížení fyzických zkušebních cyklů z 10–15 na méně než 5 na díl, což výrazně šetří čas a náklady na materiál
Kromě designu se do výroby stále více začleňují inteligentní monitorovací systémy hluboká kresba umírá oni sami. Piezoelektrické snímače síly měří rozložení síly držáku polotovaru v reálném čase, zatímco snímače akustické emise detekují časné známky zadření nebo praskání materiálu ještě před výrobou vadných dílů. Data z těchto senzorů se přivádějí do výrobních prováděcích systémů (MES), což umožňuje řízení procesu s uzavřenou smyčkou, které dynamicky upravuje parametry lisu – zachovává rozměrovou stabilitu, i když se vlastnosti dávek materiálu mezi šaržemi cívek liší.
Výběr materiálu a povrchová úprava pro dlouhou životnost nástroje
Životnost kresba zemře ve velkoobjemové automobilové výrobě je kritickým ekonomickým faktorem. Lze očekávat, že typická sada lisovacích nástrojů karoserie vyrobí 500 000 až 1 000 000 dílů, než bude vyžadovat větší renovaci. Dosažení tohoto cíle vyžaduje pečlivý výběr materiálů zápustek a povrchových úprav přizpůsobených materiálu obrobku a objemu výroby.
Mezi běžné materiály matric používané při lisování automobilů patří:
- Tvárná litina (GGG70L) — nákladově efektivní pro zápustky s malým až středním objemem, dobrá obrobitelnost, ale nižší tvrdost (58–62 HRC po úpravě)
- Nástrojová ocel (D2, DC53) — vyšší tvrdost a odolnost proti opotřebení, preferovaná u velkoobjemových ocelových tvářecích forem
- Vložky z tvrdokovu — použití na kontaktních zónách s vysokým opotřebením, jako jsou poloměry zápustky a tažné housenky, prodlužující místní životnost 3–5× ve srovnání se samotnou nástrojovou ocelí
- Hliníkové bronzové slitiny — používá se pro zápustky pro tváření hliníkových nebo hořčíkových obrobků, zabraňující zadření v důsledku odlišného párování materiálů
Povrchové úpravy aplikované po obrábění a tepelném zpracování dále zvyšují výkon. Nitridace zvyšuje tvrdost povrchu na 70 HRC při zachování houževnatosti jádra. PVD povlaky, jako je TiAlN, nabízejí tvrdost přesahující 3 000 HV a snižují koeficienty tření z ~0,15 na méně než 0,05 – což se přímo promítá do sníženého ztenčení lehkých komponentů EV, kde je rovnoměrnost tloušťky stěny rozhodující pro utěsnění krytu baterie a konstrukční výkon.
Přizpůsobení automobilových lisovacích forem pro trendy v odlehčení a vysoké pevnosti
Zrychlující se posun automobilového průmyslu směrem k odlehčení – poháněný jak účinností řady EV, tak emisními předpisy – zásadně přetváří požadavky kladené na automobilové lisovací nástroje . Pokročilé vysokopevnostní oceli (AHSS) s pevností v tahu nad 1 000 MPa, stejně jako hliníkové slitiny řady 6xxx a 7xxx, stále častěji nahrazují konvenční měkkou ocel v konstrukčních aplikacích. Tyto materiály vyžadují výrazně vyšší tvářecí síly, přesnější řízení BHF a vylepšené strategie kompenzace odpružení ve srovnání s jejich předchůdci.
Pro výrobce dodávající matrice na tento vyvíjející se trh byla reakce vícesměrná. Konstrukce zápustek jsou přepracovány s vyšší tuhostí, aby vydržely zvýšené tvářecí zatížení bez rozměrových chyb způsobených průhybem. Chladicí a topné kanály jsou integrovány do těles zápustek, aby bylo možné za tepla nebo za tepla tvářet hliník a bórovou ocel. A simulací řízené zkušební procesy zkracují časové osy vývoje, i když se zvyšuje složitost součásti.
nakonec hluboká kresba umírá pro příští generaci automobilových a EV komponentů musí současně poskytovat užší tolerance, delší životnost, rychlejší nastavení a kompatibilitu s širší řadou pokročilých materiálů. Dosažení této rovnováhy vyžaduje integrovaný inženýrský přístup – kombinující přesnou výrobu, pokročilé povlaky, monitorování procesů v reálném čase a odborné znalosti v oblasti materiálových věd – který staví technologii hlubokotažných zápustek jako klíčový faktor umožňující transformaci automobilového průmyslu.

Předchozí příspěvek
Kovové lisovací díly: Typy a aplikace
Další příspěvek
Proč hliníková slitina nahrazuje ocel v elektronických lisovacích dílech?
naše Produkty.
Začněte své podnikání s výrobcem OEM právě zde!
Poskytujte globálním zákazníkům kompletní řešení na klíč
skrz
inovace!
RYCHLÉ ODKAZY
NOVINKY
KONTAKTNÍ INFORMACE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 č. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Čína
č. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Čína
autorská práva © Suzhou Shuangqisi Mold Equipment Co., Ltd. Všechna práva vyhrazena. Vlastní raznice Výrobci kovových lisovacích forem
