-
Díly pro lisování konce plynové nádrže
Díly pro lisování konců plynových nádrží jsou z...
-
Malé lisované díly pro notebooky a mobilní telefony
Malé lisované díly pro notebooky a mobilní tele...
-
Malé automobilové díly progresivní lisovací díly
Naše díly pro progresivní lisování malých autom...
-
Progresivní formy pro automobilové díly
Tato kontinuální forma pro kryty automobilových...
-
Špičkové díly pro lisování pecí
Naše špičkové díly pro lisování pecí jsou preci...
-

Lisovací díly pro těžký nákladní automobil
Naše lisovací díly pro těžká nákladní vozidla j...
Novinky z oboru
Domů / Novinky / Novinky z oboru / Díly pro lisování krytu baterie pro kryty baterií pro elektromobily a akumulátory
Díly pro lisování krytu baterie pro kryty baterií pro elektromobily a akumulátory
2026-06-16
Akumulátor, který selže v terénu, jen zřídka selže kvůli článkům. Častěji je hlavní příčinou kryt, který netěsnil, příruba, která se nesrovnala, nebo montážní výstupek, který praskl při vibracích. Lisovací díly krytu baterie jsou první linií strukturální ochrany a ochrany životního prostředí pro každý EV, průmyslový bateriový systém a akumulátorový systém pro ukládání energie – a normy tolerance, které musí splňovat, se výrazně zpřísnily, protože napětí baterie a hustota energie vzrostly.
Tento článek pojednává o materiálech, procesech, rozměrových požadavcích a možnostech přizpůsobení, které definují část pro lisování krytu baterie připravenou k výrobě – a co je třeba ověřit při kvalifikaci dodavatele.

Co ve skutečnosti dělají lisovací díly krytu baterie
Kryt bateriového pouzdra má tři současné funkce. Strukturálně si musí zachovat svou geometrii při mechanickém zatížení při montáži vozidla, silničních vibracích a tepelných cyklech, aniž by došlo k deformaci nebo přenosu napětí na buňky pod ním. Z hlediska životního prostředí musí dosahovat a udržovat integritu těsnění IP67 nebo IP68 – což znamená, že při trvalém ponoření nesmí vniknout prach ani voda. Funkčně musí být přesně propojen s pouzdrem baterie, vysokonapěťovým konektorem a všemi chladicími kanály integrovanými do konstrukce baterie.
Splnění všech tří požadavků v jediném lisovaném komponentu – spíše než obráběná nebo litá alternativa – je to, co dělá hlubokotažené lisování preferovaným procesem pro velkoobjemovou výrobu baterií. Lisování přináší konzistentní rozměry a úzké tolerance (±0,01 mm – ±0,05 mm) při výrobních rychlostech, kterým se lití a obrábění nemohou rovnat, a přitom udržet náklady na díl dostatečně nízké pro dodavatelské řetězce OEM pracující ve velkém měřítku.
Výběr materiálu: Ocel válcovaná za studena, slitina hliníku nebo nerezová ocel
Volba materiálu substrátu určuje strop v každé výkonnostní metrice, kterou může kryt dosáhnout – odolnost proti korozi, hmotnost, tvarovatelnost, svařitelnost a náklady. V aplikacích krytů baterií dominují tři materiálové skupiny.
Ocel válcovaná za studena nabízí vysokou pevnost v tahu a vynikající tvarovatelnost při nízkých nákladech na suroviny. Jedná se o standardní volbu pro průmyslové bateriové skříně a systémy skladování energie, kde je hmotnost až druhotným problémem a konstrukční tuhost je primárním požadavkem. Povrchové úpravy po ražení – zinkování, e-potahování nebo práškové lakování – se obvykle používají ke splnění cílů odolnosti proti korozi.
slitiny hliníku, zejména třídy 3003 a 5052, jsou dominantním materiálem v krytech baterií EV, kde hmotnost balení přímo ovlivňuje dojezd vozidla. Slitina 3003 nabízí dobrou tvarovatelnost a střední pevnost, takže se dobře hodí pro geometrie krytu s mělkým tažením. Slitina 5052 poskytuje vyšší pevnost a vynikající odolnost proti korozi, což je upřednostňováno pro kryty vystavené kondenzaci, chladicí kapalině nebo stříkající vodě. Obě třídy jsou čistě hlubokotažné a přijímají eloxovací nebo konverzní povlak pro dodatečnou ochranu.
Nerezová ocel je určen pro aplikace vyžadující vlastní odolnost proti korozi bez dodatečné povrchové úpravy – stacionární systémy pro ukládání energie ve vlhkém prostředí, námořní bateriové sady nebo jakékoli aplikace, kde nelze zaručit přilnavost povlaku po celou dobu životnosti produktu. Jeho vyšší rychlost zpevňování vyžaduje pečlivě navržené nástroje, aby se zabránilo zpětnému odpružení a zachovala se rozměrová stabilita po tváření.
Hluboké kreslení a pokročilé procesy ražení
Většina krytů baterií nejsou jednoduché ploché polotovary. Zahrnují zapuštěné těsnicí kanály, zvýšené příruby, integrované výstupky a složité obrysy, které vyžadují vícestupňové postupné nebo přenosové lisovací sekvence. Hluboké tažení – vytažení plochého plechu do trojrozměrného tvaru pomocí razníku a matrice – je základní operací, ale hotový komponent obvykle prochází dalšími stanicemi pro ořezávání, propichování, ražení a obrubování, než opustí lis.
Řízení procesu na každé stanici určuje, zda hotový díl splňuje toleranci. Tlak držáku polotovaru řídí tok materiálu a zabraňuje mačkání; nedostatečný tlak umožňuje vybočení příruby, zatímco nadměrný tlak způsobuje roztržení na poloměru tažení. Řízení mazání ovlivňuje stav povrchu — hladkou povrchovou úpravu Ra ≤ 0,8 μm je dosažitelný na hliníkových a ocelových podkladech, když jsou geometrie nástroje a tloušťka mazacího filmu správně sladěny.
Nulová tolerance otřepů je nesmlouvavým požadavkem na kryty baterií. Otřepy na těsnicí drážce přeruší kontaktní povrch těsnění a vytvoří cestu úniku; otřepy na vnitřní hraně mohou migrovat do zásobníku buněk. Dosažení hran bez otřepů konzistentně v hromadné výrobě vyžaduje nástroje udržované v úzkých vůlích – typicky 5–8 % tloušťky materiálu u oceli, o něco širší u hliníku – a pravidelné intervaly kontroly matrice kalibrované na objem výroby.
Utěsnění: Požadavky na IP67 a IP68
IP67 vyžaduje, aby kryt odolal ponoření až do jednoho metru vody po dobu třiceti minut bez vniknutí. IP68 to rozšiřuje na nepřetržité ponoření v hloubce dohodnuté mezi výrobcem a koncovým uživatelem – běžně 1,5 m po dobu 30 minut v automobilových aplikacích, ačkoli výrobci EV často specifikují náročnější podmínky.
Dosažení těchto jmenovitých hodnot u vyraženého krytu závisí na třech faktorech: rovinnosti těsnicí příruby, povrchové úpravě drážky nebo patky, která se dotýká těsnění, a rozměrové konzistenci vzoru otvorů pro šrouby, který stlačuje těsnění. Odchylka rovinnosti příruby dokonce 0,1 mm při dlouhém těsnicím běhu stačí k vytvoření mezery, kterou může pod tlakem proniknout voda. To je důvod, proč je rozměrová tolerance na těsnicích prvcích dodržována těsněji než na konstrukčních prvcích – typicky ±0,01 mm na hloubce drážky a šířce těsnící housenky.
naše přesné díly pro lisování baterií pro automobily a elektromobily jsou vyráběny s geometrií těsnicí drážky ověřenou podle specifikací dodavatele těsnění před dokončením výrobních nástrojů, čímž se eliminují rizika usazení v tlaku a netěsnosti, která vyplývají z nesouladu mezi návrhem nominálních rozměrů a nominálními rozměry.
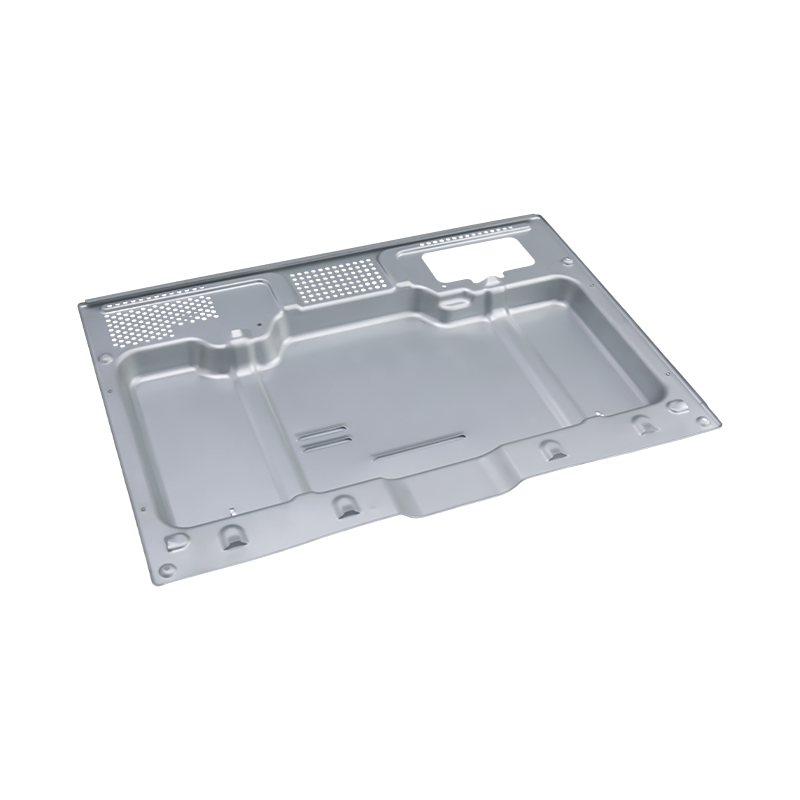
naše Battery Cover Stamping Parts: Specification Overview
naše battery cover stamping parts are precision-manufactured components designed for EV battery, industrial, and energy storage battery enclosures. Crafted from high-quality cold-rolled steel, aluminum alloys (3003/5052), or stainless steel, these deep-drawn parts undergo advanced stamping processes to ensure consistent dimensions and tight tolerances (±0.01mm – ±0.05mm), meeting the assembly requirements of different battery pack models.
Díly se vyznačují hladkou povrchovou úpravou (Ra ≤ 0,8 μm), s nulovou tolerancí otřepů a bez deformace, účinně chrání jádra baterie před prachem, vlhkostí a vnějšími vlivy a zároveň dosahují celistvosti těsnění IP67/IP68. Podporují bezproblémovou integraci s pouzdry baterie a lze je přizpůsobit pomocí integrovaných montážních nálitků, těsnicích drážek, otvorů, přírub nebo ohýbacích konstrukcí na základě specifických potřeb instalace, včetně ustanovení pro vysokonapěťové konektory a chladicí rozhraní.
Díky vynikající strukturální stabilitě a odolnosti proti korozi tyto díly pro lisování baterií EV zvyšují celkovou bezpečnost a životnost bateriových systémů. Jsou vhodné pro hromadná výroba (500 000 – 10 mil. dílů/rok) , zajišťující nákladovou efektivitu a spolehlivé dodávky pro OEM a výrobce baterií, podpořené certifikací kvality IATF 16949.
Přizpůsobení: nálitky, drážky, příruby a funkční rozhraní
Žádné dva návrhy bateriových sad nesdílejí identickou geometrii krytu. Platformy EV se liší formátem buněk (cylindrický, prizmatický, pouzdro), uspořádáním modulů, architekturou řízení teploty a umístěním konektorů – a každá varianta se šíří do designu krytu jako jiná kombinace funkcí.
Nejběžnější požadavky na přizpůsobení spadají do pěti kategorií. Montážní nástavce — vyvýšené podložky se závity nebo otvory pro vůli — nasaďte kryt na pouzdro baterie a rozložte upínací sílu mimo těsnicí rozhraní. Těsnící drážky musí odpovídat šířce, hloubce a poloměru specifikaci těsnění nebo O-kroužku s dostatečně úzkými tolerancemi, aby byl zaručen specifikovaný kompresní poměr v celém výrobním rozsahu. Výřezy a děrované otvory pro konektory, ventilační otvory a senzory musí být umístěny vzhledem k obvodu těsnění se stejnou přesností jako lícující prvky krytu na krytu. Příruby a ohýbané konstrukce přidat tuhost, vytvořit prvky pro umístění sestavy nebo vytvořit připojovací body pro sousední moduly. Rozhraní chlazení — vybrání nebo průchozí prvky, které spojují víko s okruhem kapalinového chlazení — vyžadují obzvláště pečlivou kontrolu rozměrů, aby bylo zajištěno těsnost připojení k chladicím potrubím.
Všechny tyto vlastnosti jsou dosažitelné v rámci procesu hlubokého tažení a postupného ražení. Kritickým předpokladem je, že nástroje jsou od začátku navrhovány s ohledem na výrobní tolerance, nikoli na nominální rozměry – protože prvek, který je na 3D modelu geometricky správný, ale obrobený na nominální hodnotu bez rezervy na způsobilost procesu, způsobí odmítnutí momentového posunu procesních podmínek.
naše možnosti návrhu hlubokotažných matric pro automobily a elektrická vozidla zajistit, aby každá zakázková funkce byla navržena tak, aby byla zajištěna stabilita výroby již od první zkoušky, čímž se zkracují cykly opakování mezi schválením prototypu a zahájením hromadné výroby.
Schopnost hromadné výroby a zajištění kvality
OEM výrobci baterií a dodavatelé Tier 1 potřebují více než jen součást, která projde kontrolou vzorku. Potřebují dodavatelský řetězec schopný dodávat 500 000 až 10 milionů nebo více dílů ročně s konzistentní kvalitou, předvídatelnými dodacími lhůtami a systémem řízení kvality, který generuje data potřebná pro podporu zákaznických auditů a regulačních podání.
Certifikace IATF 16949 je základním standardem kvality pro automobilové dodavatelské řetězce. Nařizuje, aby byly zavedeny a zdokumentovány procesy statistického řízení procesů, analýzy systému měření a schvalování výrobních dílů – nejen při uvedení dodavatele, ale nepřetržitě po celou dobu výroby. Konkrétně pro lisování krytu baterie to znamená, že kritické rozměry těsnicích prvků, rovinnost příruby a poloha otvoru jsou měřeny podle definovaného plánu vzorkování pro každou výrobní šarži, přičemž výsledky jsou sledovány a posuzovány podle kontrolních limitů.
Při objemech výroby nad několik set tisíc dílů ročně se automatizace lisování stává nezbytnou pro udržení konzistence. Technologie servolisu umožňuje řídit sílu a polohu v každé fázi zdvihu, čímž kompenzuje změny tloušťky materiálu a opotřebení matrice způsobem, který mechanické lisy s pevnou rychlostí nemohou. naše lisovací automatizační zařízení integruje řízení lisu, snímání v matrici a kontrolu dílů, aby byla zachována rozměrová stabilita v průběhu dlouhých výrobních sérií bez zvýšených zásahů operátora.
Vstupní certifikace materiálu, zprávy o kontrole prvního artiklu, zprávy o rozměrových měřeních a ověření povrchové úpravy jsou poskytovány jako standardní dokumentace pro každou výrobní zakázku – poskytující týmům nákupu a kvality záznamy o sledovatelnosti potřebné k podpoře jejich vlastních zákaznických závazků.
Kvalifikace dodavatele lisování krytu baterie: Co ověřit
Proces kvalifikace dodavatele pro díly pro lisování krytu baterie by měl přesahovat kontrolu vzorku. To jsou oblasti, které určují, zda dodavatel dokáže udržet kvalitu ve velkém, nejen vyrábět přijatelné vzorky.
Program vlastnictví a údržby nástrojů. Potvrďte, kdo vlastní výrobní nástroje a jaký je interval údržby matrice. Dodavatel, který odkládá údržbu, aby maximalizoval dobu provozuschopnosti lisu, nakonec bez varování vyrobí díly, které nesplňují toleranci.
Možnost měření na těsnicích prvcích. Požádejte o údaje měřidla R&R pro měření rovinnosti těsnicí drážky a příruby. Měřicí systém s více než 10% odchylkou vzhledem k tolerančnímu pásmu nemůže spolehlivě rozlišit shodné díly od neshodných.
Sledovatelnost materiálu. Hliník a ocel pro baterie musí být vysledovatelné až k certifikátu závodu. Pro dodavatelské řetězce s certifikací IATF je to povinné; pro neautomobilové aplikace je to stále jediný způsob, jak ověřit, že materiál splňuje specifikovanou slitinu a tvrdost.
Proces přechodu prototypu k výrobě. Dodavatel s dokumentovaným procesem APQP (Advanced Product Quality Planning) identifikuje potenciální selhání procesu před vyříznutím výrobních nástrojů – snižuje riziko zpoždění spuštění způsobeného problémem s návrhem pro výrobu, který byl viditelný z výkresu, ale nikdy neeskaloval.
Pro výrobce baterií a výrobce, kteří hodnotí partnery pro lisování, naše vývoj a kvalifikace zakázkového ražení jsou strukturovány přesně podle těchto požadavků – od počáteční kontroly DFM přes předložení PPAP až po produkci v ustáleném stavu.
Předchozí příspěvek
Vysoce tvrdá legovaná ocel v lisovacích nástrojích
Další příspěvek
Kovové lisovací díly pro domácí spotřebiče: Materiály, přesnost a vlastní řešení
naše Produkty.
Začněte své podnikání s výrobcem OEM právě zde!
Poskytujte globálním zákazníkům kompletní řešení na klíč
skrz
inovace!
RYCHLÉ ODKAZY
NOVINKY
KONTAKTNÍ INFORMACE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 č. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Čína
č. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Čína
autorská práva © Suzhou Shuangqisi Mold Equipment Co., Ltd. Všechna práva vyhrazena. Vlastní raznice Výrobci kovových lisovacích forem
