-
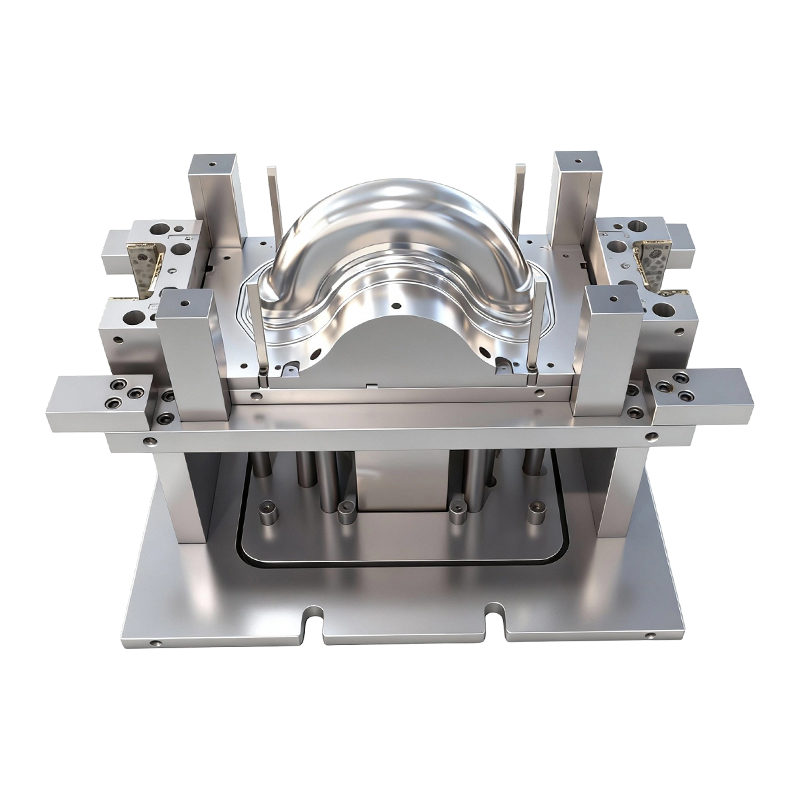
Hlubokotažná forma pro přední a zadní kola dvoukolových elektrických vozidel
Tato hlubokotažná forma pro přední a zadní kola...
-
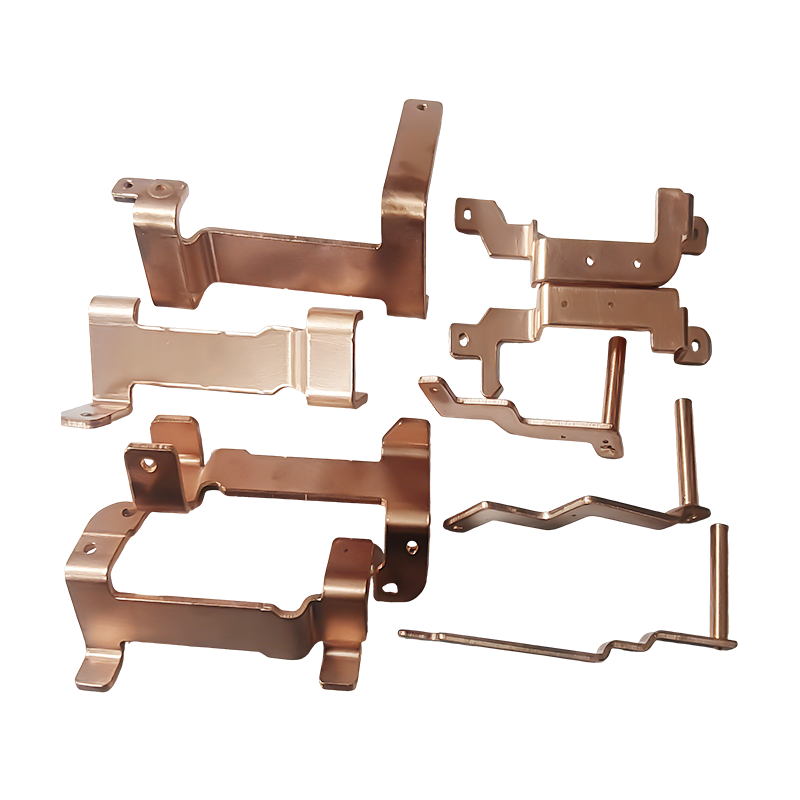
Nové díly pro lisování měděných přípojnic energetických vozidel
Nové díly pro lisování měděných přípojnic energ...
-
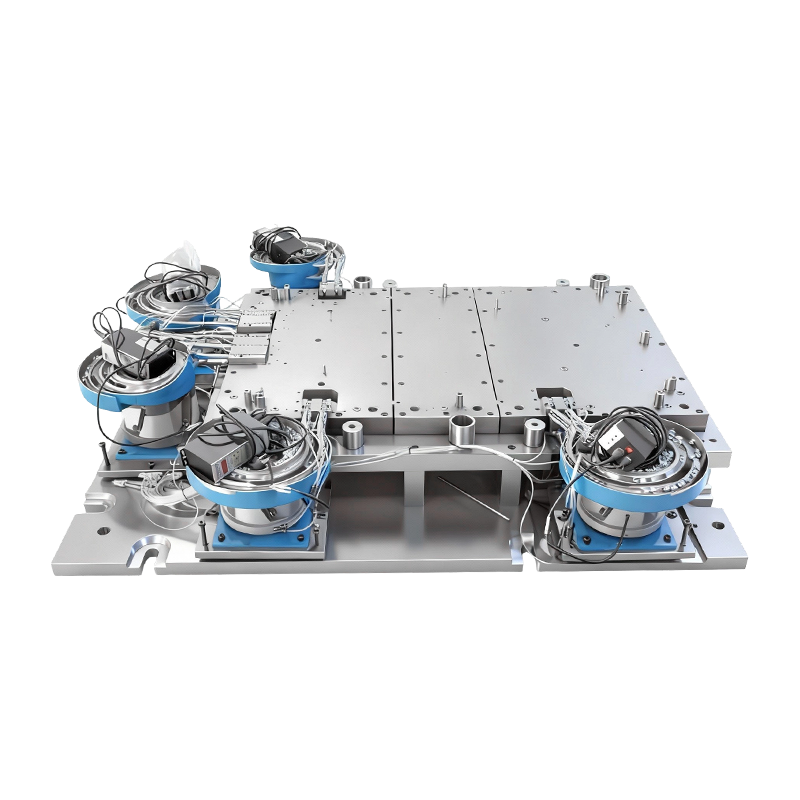
Automatická nýtovací forma pro velkou základnu počítačového stroje
Tato automatická nýtovací forma pro základnu ve...
-
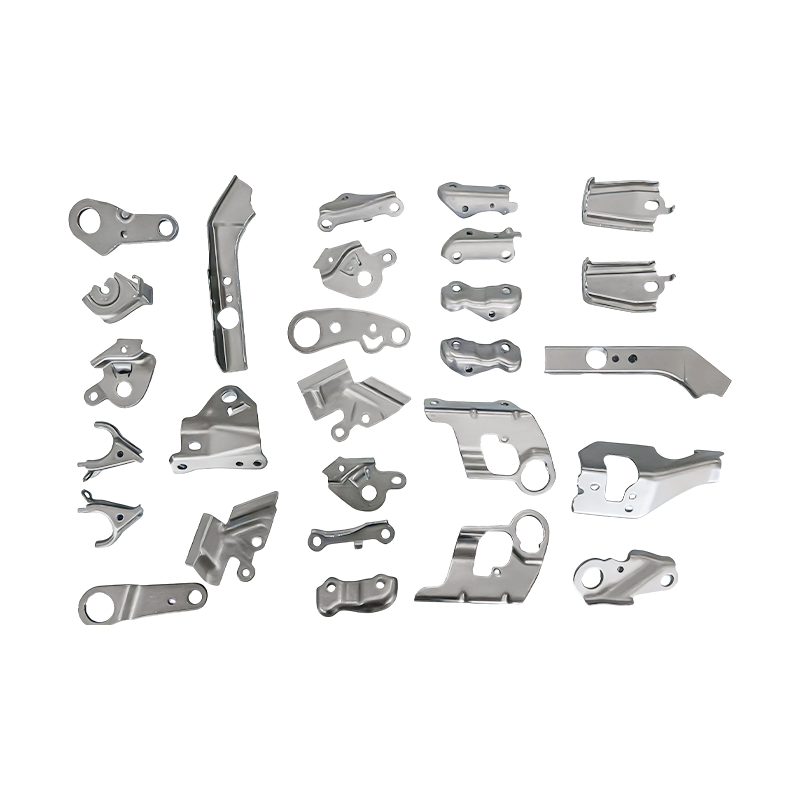
Malé automobilové díly progresivní lisovací díly
Naše díly pro progresivní lisování malých autom...
-
Progresivní formy pro automobilové díly
Tato kontinuální forma pro kryty automobilových...
-
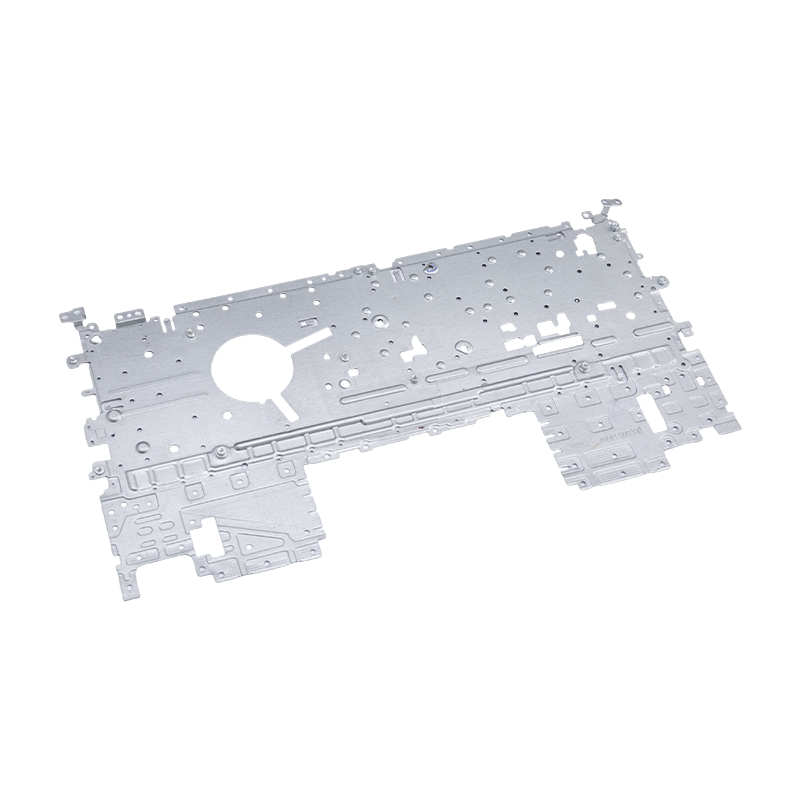
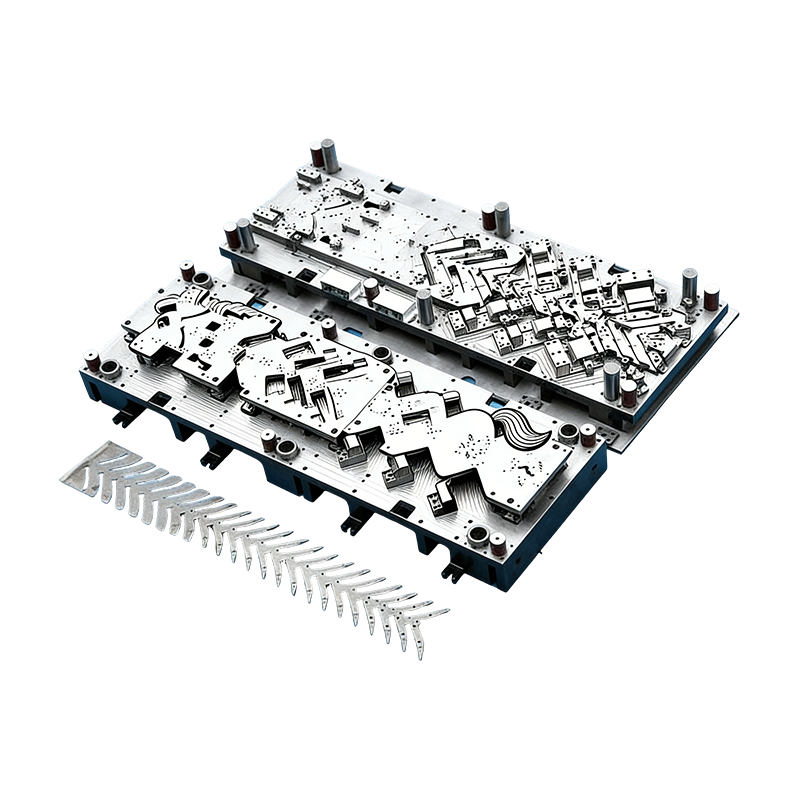
Laptopové lisovací díly
Naše lisovací díly pro notebooky jsou precizně ...
Novinky z oboru
Vysoce tvrdá legovaná ocel v lisovacích nástrojích
2026-06-22
V náročném oboru přesného lisování kovů je životnost a přesnost progresivní matrice zásadně určována základním materiálem použitým při její konstrukci. Vysoce tvrdá legovaná ocel se stala průmyslovým standardem pro výrobu kritických lisovacích komponentů, zejména při výrobě velkoobjemových automobilových dílů, elektronických konektorů a složitých konstrukčních dílů. Na rozdíl od běžných nástrojových ocelí je tato pokročilá kategorie materiálů navržena tak, aby odolala extrémnímu mechanickému namáhání, opakovaným nárazům a silnému abrazivnímu opotřebení. Pro výrobce využívající kontinuální lisovací procesy není výběr vhodné legované oceli s vysokou tvrdostí pouze volbou materiálu; je to strategické rozhodnutí, které přímo ovlivňuje efektivitu výroby, kvalitu dílů a celkové náklady na nástroje. Tento článek zkoumá praktické aspekty, úvahy o obrábění a provozní výhody použití těchto pokročilých ocelí při výrobě progresivních zápustek.
Materiálové složení a mechanické vlastnosti
Definující charakteristika vysoce tvrdá legovaná ocel je jeho schopnost dosáhnout a udržet tvrdost podle Rockwella obvykle přesahující 58 HRC po tepelném zpracování, aniž by se stal nadměrně křehkým. Tohoto výjimečného výkonu je dosaženo přesným přidáním specifických legujících prvků. Chrom se primárně přidává pro zvýšení kalitelnosti a odolnosti proti opotřebení, zatímco molybden a vanad zjemňují strukturu zrna a zabraňují šíření trhlin při velkém zatížení. Wolfram a kobalt jsou často součástí nástrojových ocelí pro tváření za studena, aby se zlepšila červená tvrdost a udržela ostrost břitu při zvýšených teplotách vznikajících při vysokorychlostním lisování.
Vyvážení tvrdosti a houževnatosti
Obvyklá mylná představa v nástrojích je, že vyšší tvrdost vždy znamená lepší výkon. Ve skutečnosti extrémní tvrdost bez adekvátní houževnatosti vede ke katastrofálnímu vylamování nebo praskání hrotů razníků při velkotonážních operacích. Moderní metalurgie to vyřešila použitím pokročilých technik práškové metalurgie. Tyto procesy vytvářejí vysoce rovnoměrnou distribuci karbidů v ocelové matrici, což umožňuje materiálu mít tvrdý povrch odolný proti opotřebení a zároveň si zachovat tužší jádro tlumící nárazy. Tato mikrostrukturální rovnováha je důvodem, proč je vysoce tvrdá legovaná ocel nepostradatelná pro složité, vícestupňové progresivní matrice, kde je vyžadována přesnost a trvanlivost.
Praktické aplikace v postupových lisovacích nástrojích
Jedinečné vlastnosti těchto ocelí je činí vhodnými pro specifické aplikace s vysokou poptávkou v lisovacím průmyslu. Při navrhování progresivních zápustek pro skříně motorů automobilů nebo skříně baterií elektrických vozidel často lisovaný materiál zahrnuje vysokopevnostní nízkolegované oceli nebo slitiny hliníku. Tyto materiály vyvíjejí obrovské třecí síly na součásti matrice, což vyžaduje nástrojový materiál, který odolá oděru a abrazivnímu opotřebení během milionů cyklů.
Kritické součásti raznice
V typické progresivní zápustce je vysoce tvrdá legovaná ocel speciálně vyhrazena pro nejzranitelnější a kritické pracovní části. Patří mezi ně vysekávací razníky, děrovací kolíky, tvářecí raznice a razicí stanice. Využitím tohoto materiálu pro pracovní součásti a standardní nástrojové oceli pro konstrukční desky mohou výrobci optimalizovat poměr nákladů a výkonu formy. Pracovní části si zachovávají své úzké tolerance po miliony cyklů, což zajišťuje, že lisovaná pouzdra motoru mají stejnoměrnou tloušťku stěny a přesné lícující povrchy, které jsou rozhodující pro montáž automobilového hnacího ústrojí.
Protokoly obrábění a tepelného zpracování
Práce s vysoce tvrdou legovanou ocelí vyžaduje specializované výrobní protokoly. Vzhledem k tomu, že materiál je výjimečně obtížné obrábět v plně vytvrzeném stavu, musí být výrobní sekvence pečlivě naplánována. Obecným pravidlem je provádět převážnou část úběru materiálu, jako je CNC frézování a hrubovací soustružení, zatímco je ocel ve svém žíhaném nebo měkkém stavu. To snižuje opotřebení nástroje a umožňuje rychlejší úběr materiálu během počátečních fází tvarování.
Přesné dokončovací techniky
Po počátečním hrubém obrábění a procesech uvolnění pnutí prochází ocel přesným tepelným zpracováním, které obvykle zahrnuje vakuové kalení, aby se zabránilo oduhličení povrchu a minimalizovalo se rozměrové zkreslení. Po tepelném zpracování ocel dosáhne své cílové tvrdosti. V této fázi nelze použít tradiční řezné nástroje. Dokončení na finální mikronové tolerance je dosaženo pomocí souřadnicového broušení, souřadnicového broušení a nízkorychlostního drátového obrábění elektrickým výbojem. Drátové EDM je zvláště důležité pro vytváření složitých vnitřních geometrií a ostrých rohů v progresivních vložkách matrice bez vyvolání mechanického namáhání.
| Výrobní fáze | Primární cíl | Běžné použité vybavení |
| Hrubé obrábění | Odstraňte sypký materiál v měkkém stavu | CNC frézovací centra, soustruhy |
| Tepelné zpracování | Dosáhněte cílové tvrdosti a mikrostruktury | Vakuové pece, kryogenní nádrže |
| Přesné dokončování | Dosáhněte konečných tolerancí na úrovni mikronů | EDM drát, souřadnicové brusky |
Zvýšení životnosti forem a efektivity výroby
Integrace vysoce tvrdé legované oceli do progresivních matric přináší měřitelná zlepšení celkové efektivity výroby. Nejbezprostřednějším přínosem je dramatické prodloužení intervalů údržby. V prostředích pro velkoobjemové lisování mohou standardní oceli vyžadovat leštění nebo výměnu každých několik set tisíc úderů. Naproti tomu součásti vyrobené z legované oceli s vysokou tvrdostí mohou vydržet miliony cyklů, než se projeví známky výrazného opotřebení, které přímo ovlivní zisk.
Provozní výhody
- Snížení prostojů: Pro údržbu lisovacích nástrojů je potřeba méně zastávek, maximalizuje se využití stroje a celková efektivita zařízení v nepřetržitém výrobním cyklu.
- Konzistentní kvalita dílů: Vynikající odolnost proti opotřebení zajišťuje, že rozměrové tolerance zůstávají stabilní od prvního lisovaného dílu po miliontý, což snižuje míru zmetkovitosti.
- Nižší náklady na díl: Přestože jsou počáteční náklady na materiál a obrábění vyšší, prodloužená životnost výrazně snižuje amortizované náklady na nástroje na výrobní sérii.
- Vylepšená povrchová úprava: Stabilní řezné hrany zabraňují tvorbě otřepů na lisovaných dílech, čímž snižují nebo eliminují potřebu sekundárního odstraňování otřepů.
Výběrová kritéria pro konkrétní operace ražení
Výběr přesné třídy vysoce tvrdé legované oceli vyžaduje důkladnou analýzu lisování. Inženýři musí vyhodnotit typ lisovaného materiálu, tloušťku pásu, složitost geometrie součásti a očekávaný objem výroby. Například při stříhání silné abrazivní nerezové oceli je upřednostňována nástrojová ocel s vysokým obsahem uhlíku a chromu s vysokým obsahem vanadu pro její extrémní odolnost proti opotřebení. Naopak při vytváření složitých, křehkých prvků v tenkých elektronických konektorech je vybrán materiál s mírně nižší tvrdostí, ale vyšší rázovou houževnatostí, aby se zabránilo praskání jemných hrotů razníku při bočním namáhání.
Povrchové nátěry a úpravy
Aby bylo možné dále posouvat hranice výkonu, jsou součásti z legované oceli s vysokou tvrdostí často podrobovány pokročilým povrchovým úpravám. Na hotovou ocel lze aplikovat fyzikální povlaky napařování, jako je nitrid titanu nebo nitrid chromu. Tyto povlaky snižují koeficient tření, zabraňují zadření při lisování hliníku a přidávají další vrstvu povrchové tvrdosti, čímž účinně znásobují životnost součástí raznice v nejagresivnějších lisovacích prostředích.
Závěrem lze říci, že použití vysoce tvrdé legované oceli při progresivní výrobě zápustek je kritickým faktorem pro dosažení velkoobjemové a přesné výroby. Pochopením vlastností materiálu, dodržováním přísných protokolů obrábění a výběrem vhodných jakostí pro konkrétní aplikace mohou výrobci vyrábět formy, které poskytují výjimečnou životnost a konzistenci dílů. Vzhledem k tomu, že průmyslová odvětví nadále požadují přísnější tolerance a vyšší výrobní rychlosti, bude se spoléhání na tyto pokročilé legované oceli jen prohlubovat, čímž se upevní jejich role jako základu moderního přesného lisování.

Předchozí příspěvek
Žádný předchozí článek
Další příspěvek
Díly pro lisování krytu baterie pro kryty baterií pro elektromobily a akumulátory
naše Produkty.
Začněte své podnikání s výrobcem OEM právě zde!
Poskytujte globálním zákazníkům kompletní řešení na klíč
skrz
inovace!
RYCHLÉ ODKAZY
NOVINKY
KONTAKTNÍ INFORMACE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 č. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Čína
č. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Čína
autorská práva © Suzhou Shuangqisi Mold Equipment Co., Ltd. Všechna práva vyhrazena. Vlastní raznice Výrobci kovových lisovacích forem
