
-
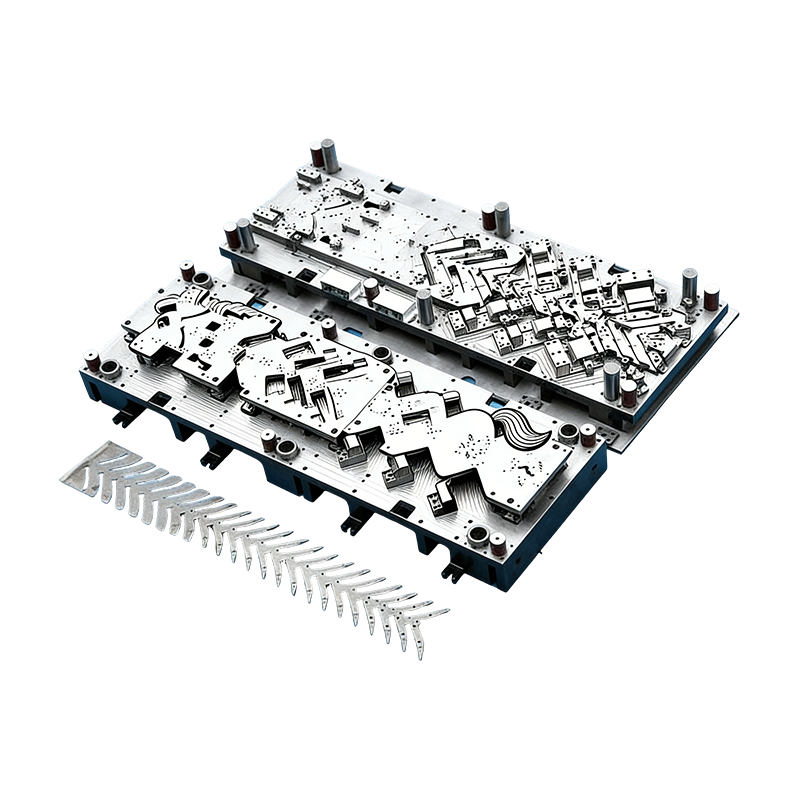
Progresivní formy pro automobilové díly
Tato kontinuální forma pro kryty automobilových...
-
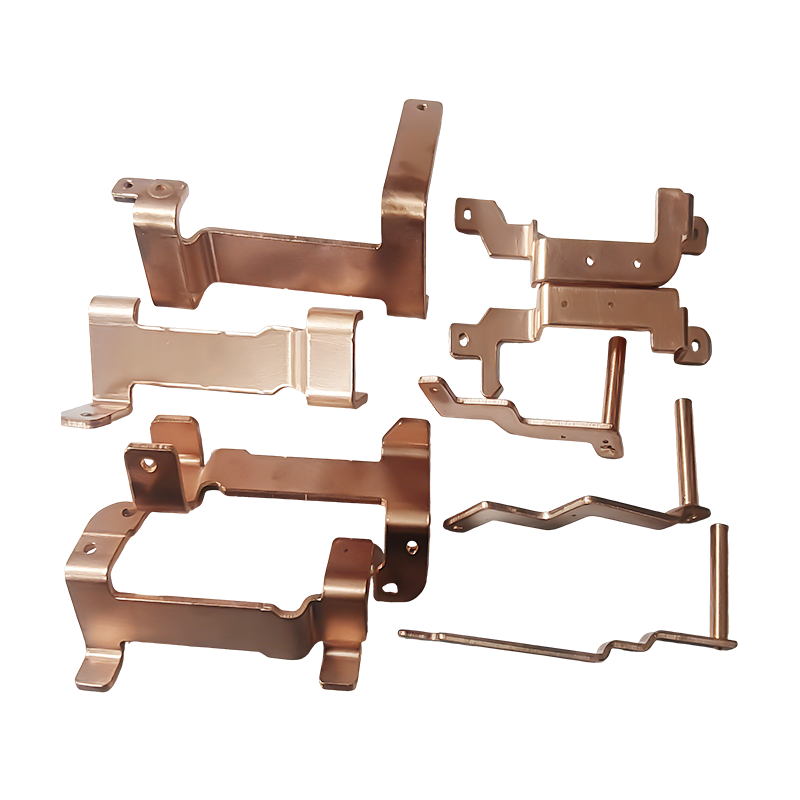
Nové díly pro lisování měděných přípojnic energetických vozidel
Nové díly pro lisování měděných přípojnic energ...
-
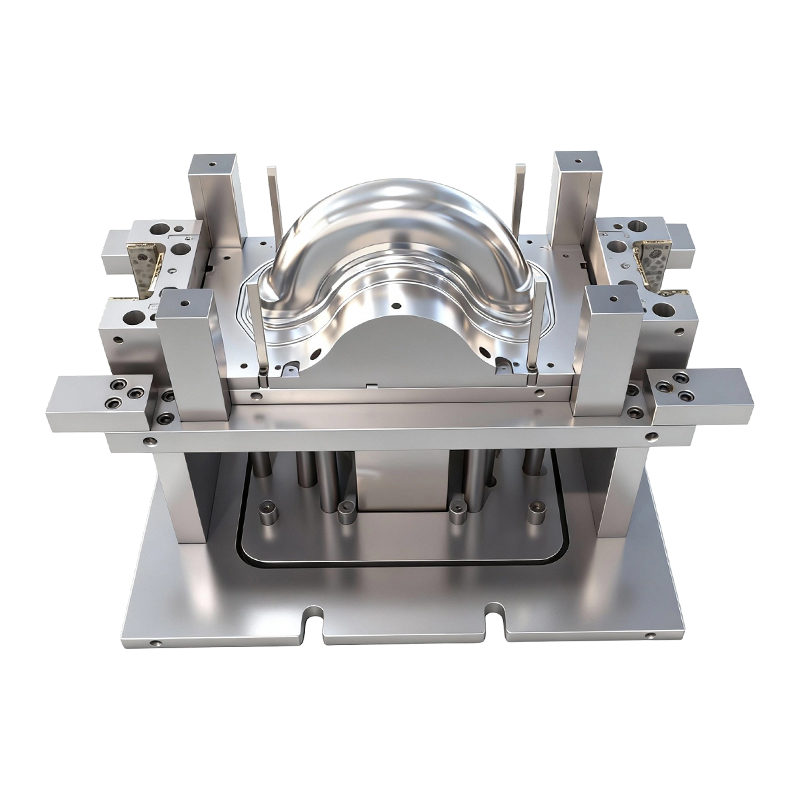
Hlubokotažná forma pro přední a zadní kola dvoukolových elektrických vozidel
Tato hlubokotažná forma pro přední a zadní kola...
-
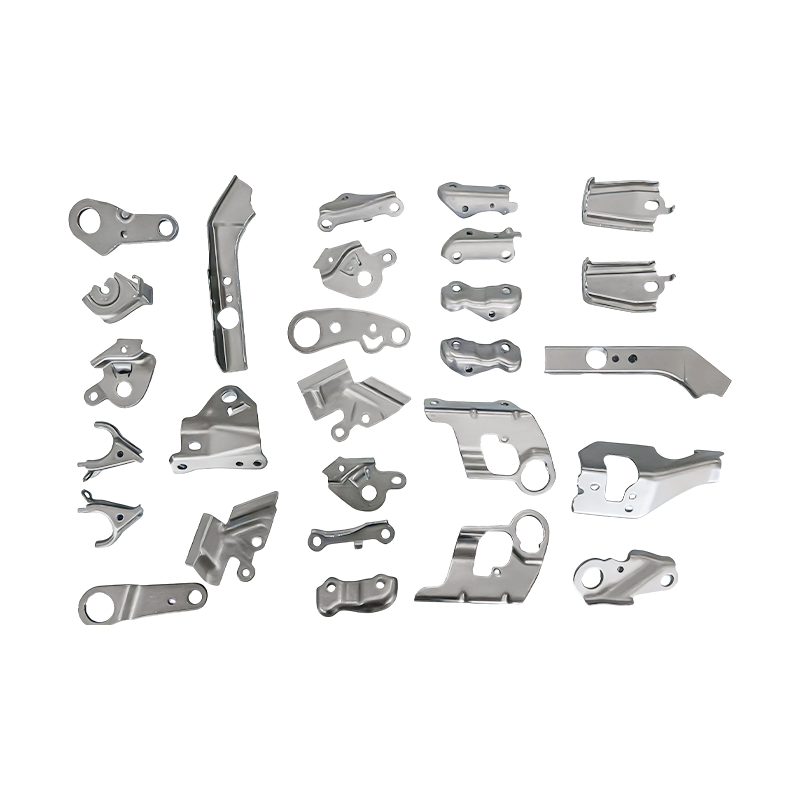
Malé automobilové díly progresivní lisovací díly
Naše díly pro progresivní lisování malých autom...
-
Automatická nýtovací forma pro velkou základnu počítačového stroje
Tato automatická nýtovací forma pro základnu ve...
-
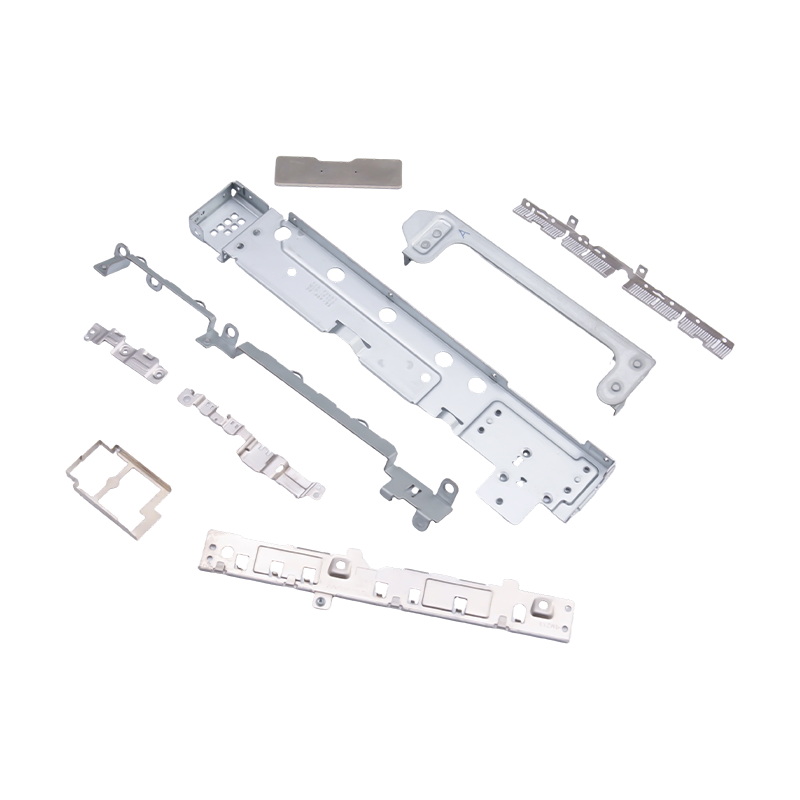
Malé lisované díly pro notebooky a mobilní telefony
Malé lisované díly pro notebooky a mobilní tele...
Novinky z oboru
Průvodce hlubokým tažením kovových raznic pro automobilové díly
2026-03-30
Základy hlubokého tažení v kovových lisovacích nástrojích
Ve složitém světě výroby Kovové lisovací raznice slouží jako páteř pro hromadnou výrobu přesných kovových součástí. Mezi různými typy lisovacích operací vyniká hluboké tažení jako kritický proces pro přeměnu plochého plechu na trojrozměrné duté tvary. Na rozdíl od jednoduchého ohýbání nebo řezání, hluboké tažení zahrnuje důmyslnou souhru sil, kdy razník tlačí kovový polotovar do dutiny zápustky. Primárním cílem je řídit tok materiálu a zajistit, aby se list natahoval a proudil do požadované geometrie, aniž by byla ohrožena jeho strukturální integrita nebo rovnoměrnost tloušťky. Tento proces je nezbytný pro vytváření dílů, které vyžadují značnou hloubku vzhledem k jejich průměru, což je běžný požadavek v průmyslových odvětvích od spotřebního zboží po těžké stroje.
Mechanika hlubokého tažení hodně spoléhá na plastickou deformaci materiálu. Když razník klesá, kovový polotovar je tažen přes poloměr zápustky. Oblast polotovaru, která leží nad otvorem matrice, se stává stěnou misky nebo části, zatímco vnější příruba je vytažena radiálně dovnitř. Toto radiální tažení způsobuje smršťování průměru příruby, což přirozeně vyvolává tlaková obručová napětí. Pokud tato napětí nejsou správně řízena, materiál se bude bortit, což vede k vráskám. Naopak, pokud tahové napětí ve stěně pohárku překročí mez kluzu materiálu, díl se roztrhne nebo praskne. Proto design kovových raznic pro hluboké tažení není jen o tvaru; jde o zvládání stresu.
Kontrola toku materiálu a prevence defektů
Aby bylo dosaženo úspěšného hlubokého tažení, musí inženýři pečlivě kontrolovat parametry, jako je síla držáku polotovaru a vůle matrice. Držák polotovaru nebo přítlačná podložka působí na přírubu polotovaru určitou silou. Tato síla je delikátní rovnováha: musí být dostatečně vysoká, aby zabránila vrásnění materiálu, když proudí dovnitř, ale dostatečně nízká, aby umožnila materiálu volně klouzat do dutiny formy. Pokud je síla příliš velká, materiál nemůže téci, což vede k ztenčení a případnému zlomení na poloměru razníku. Pokud je příliš nízká, tlaková napětí v přírubě způsobují nevzhledné a strukturálně slabé vrásky.
Vůle matrice je dalším klíčovým faktorem. To se týká mezery mezi razníkem a stěnou matrice. Při standardním hlubokém tažení je vůle obvykle o něco větší než tloušťka plechu, aby materiál mohl proudit bez nadměrného žehlení. Avšak v procesech známých jako "ztenčování hlubokého tažení" nebo "žehlení" je vůle záměrně nastavena menší než počáteční tloušťka materiálu. To snižuje tloušťku stěny a zvyšuje výšku dílu a zároveň zlepšuje povrchovou úpravu a rozměrovou přesnost. Pro usnadnění tohoto toku a snížení tření, které vytváří teplo a opotřebení, je mazání rozhodující. Pokročilá maziva a povrchové povlaky na samotné matrici pomáhají prodloužit životnost matrice a zajistit konzistentní kvalitu dílů.
Běžné závady a řešení
- Vrásnění: Způsobeno nadměrným tlakovým napětím v přírubě. Vyřešeno zvýšením síly držáku polotovaru nebo použitím tažných kuliček k omezení toku.
- Zlomenina/trhání: Vyskytuje se, když napětí v tahu překročí limity materiálu. Řeší se zvýšením vůle matrice, zlepšením mazání nebo žíháním materiálu pro obnovení tažnosti.
- Náušnice: Nerovnoměrná výška v horní části tažené součásti v důsledku anizotropie ve struktuře kovového zrna. Ovládá se optimalizací orientace polotovaru nebo operací oříznutí.
Integrace s progresivními formami pro automobilové díly
Zatímco jednostupňové hluboké tažení je běžné u velkých jednoduchých dílů, automobilový průmysl často vyžaduje velkoobjemovou výrobu složitých součástí. Zde se progresivní formy pro automobilové díly stávají nepostradatelnými. V progresivním nastavení matrice prochází pás kovu několika stanicemi v rámci jediné matrice. Každá stanice provádí různé operace – děrování, ohýbání a kreslení – dokud se na konečné stanici nevyrobí hotový díl. Integrace hlubokého tažení do progresivní matrice je technicky náročná, protože materiál se musí přenášet mezi stanicemi bez deformace taženého tvaru.
Automobiloví výrobci využívají tyto progresivní formy k vytvoření všeho od malých držáků konektorů až po větší konstrukční prvky. Například výroba součástí palivového systému nebo dílů výfuku často zahrnuje řadu kroků kreslení v rámci progresivní linky. Výhoda spočívá v rychlosti a konzistenci. Automatizací přenosu dílu z jedné fáze výkresu do další mohou výrobci vyrobit tisíce dílů za hodinu s minimálním zásahem člověka. Konstrukce progresivních forem pro automobilové díly však vyžaduje pečlivé zvážení „nosného proužku“, který drží součást, když se pohybuje matricí. Nosič musí být dostatečně pevný, aby odolal tahovým silám, ale aby se dal snadno oddělit od finálního dílu.
Pokročilé konstrukční návrhy pro složité geometrie
S tím, jak se automobilové konstrukce stávají aerodynamičtějšími a bezpečnostními předpisy přísnějšími, roste geometrická složitost lisovaných dílů. Standardní hlubokotažné matrice často nemohou dosáhnout požadovaných hloubek nebo tvarů jediným zásahem. V důsledku toho byly vyvinuty specializované konstrukční návrhy, které splňují tyto technické požadavky. Tyto konstrukce umožňují vícestupňové tváření v rámci jediného zdvihu lisu nebo v několika operacích, což zajišťuje, že i ty nejsložitější duté díly lze vyrábět efektivně.
| Typ matrice | Funkce | Aplikace |
| Převrácená počáteční hluboká kresba | Razník se pohybuje nahoru nebo matrice se pohybuje dolů, aby zpočátku vytvořil součást zevnitř ven. | Používá se pro díly vyžadující vysokou stabilitu v první fázi tváření. |
| Prázdný držák bez reverzní kresby | Překreslí součást v opačném směru bez tradičního držáku polotovaru, spoléhá se na geometrii matrice. | Ideální pro zmenšení průměru a zvýšení výšky v následujících fázích. |
| Dvojité ředění výkresu | Používá dvě soustředné matrice k výraznému ztenčení tloušťky stěny při prodlužování součásti. | Výroba vysokotlakých válců nebo přesných automobilových skříní. |
Techniky zpětného kreslení
Obrácené kreslení je výkonná technika, která se používá, když je třeba součást nakreslit hlouběji, než umožňuje materiál v jediném tažení dopředu. Při tomto procesu se částečně vytažený kelímek v další stanici obrátí naruby nebo vytáhne v opačném směru. Tím se materiál různě zpevňuje a umožňuje větší poměr hloubky k průměru. Zápustky pro zpětné hluboké tažení bez držáku polotovaru jsou zde obzvláště užitečné, protože zjednodušují strukturu nástroje a zároveň zachovávají kontrolu nad tokem materiálu během procesu inverze.
Zlepšení životnosti matrice a kvality povrchu
Dlouhověkost Kovové lisovací raznice je přímo úměrná kvalitě povrchu vyráběných dílů a hospodárnosti výrobní linky. Hluboké tažení zahrnuje značné tření a tlak, což může vést k zadření (přilepení materiálu k matrici) a opotřebení. Aby se tomu zabránilo, moderní výroba forem využívá pokročilé techniky leštění a potahování. Leštění poloměrů zápustky do zrcadlového lesku snižuje tření a umožňuje plynulé proudění kovu. Dále se na pracovní plochy matrice nanášejí povlaky jako Titanium Nitride (TiN) nebo Diamond-Like Carbon (DLC).
Tyto povlaky poskytují tvrdý povrch s nízkým třením, který odolává oděru a korozi. V kontextu progresivních forem pro automobilové díly, kde je kritická doba provozuschopnosti, potahované formy snižují četnost zastávek údržby a míru vyřazení dílů. Kromě toho je klíčový výběr materiálů matrice. Nástrojové oceli s vysokým obsahem uhlíku a chromu se často používají pro svou odolnost proti opotřebení, zatímco břitové destičky z karbidu wolframu lze použít ve velkoobjemových aplikacích, kde je vyžadována extrémní odolnost. Kombinací robustního konstrukčního návrhu s povrchovým inženýrstvím mohou výrobci zajistit, aby hlubokotažné raznice spolehlivě fungovaly po miliony cyklů.
Aplikace v moderní automobilové výrobě
Aplikace technologie hlubokého tažení je v automobilovém sektoru všudypřítomná. Jedním z nejklasičtějších příkladů je výroba palivových nádrží pro automobily. Tyto součásti vyžadují složité, duté tvary, které vydrží vnitřní tlak a vnější náraz. Hluboké tažení umožňuje vytvoření těchto bezešvých nádob z plechu, což zajišťuje nepropustnou integritu. Podobně smaltovaná umyvadla a dřezy, zatímco spotřební zboží, sdílejí stejné výrobní principy, což dokazuje všestrannost procesu.
V éře elektrických vozidel (EV) vzrostla poptávka po hlubokotažných dílech. Kryty baterií, kryty motorů a konstrukční krabice proti nárazu často využívají procesy hlubokého tažení k dosažení lehkých, ale pevných krytů. Schopnost ztenčovat materiál během procesu tažení (tenčení hluboké tažení) pomáhá snížit celkovou hmotnost vozidla, což je rozhodující pro prodloužení dojezdu baterie. Jak se průmysl posouvá směrem k lehčím materiálům, jako je hliník a vysokopevnostní ocel, role specializovaných kovových lisovacích raznic se stává ještě významnější. Inženýři musí přizpůsobit návrhy lisovacích nástrojů tak, aby zvládaly různé charakteristiky zpětného odpružení a meze tvarovatelnosti těchto pokročilých slitin, aby byla zajištěna bezpečnost a účinnost vozidel nové generace.
Předchozí příspěvek
Přesné lisovací nástroje pro elektroniku a domácí spotřebiče: Vysoce účinná výrobní řešení v roce 2026
Další příspěvek
Průvodce díly pro lisování a kreslení kovů
naše Produkty.
Začněte své podnikání s výrobcem OEM právě zde!
Poskytujte globálním zákazníkům kompletní řešení na klíč
skrz
inovace!
RYCHLÉ ODKAZY
NOVINKY
KONTAKTNÍ INFORMACE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 č. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Čína
č. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Čína
autorská práva © Suzhou Shuangqisi Mold Equipment Co., Ltd. Všechna práva vyhrazena. Vlastní raznice Výrobci kovových lisovacích forem
