-
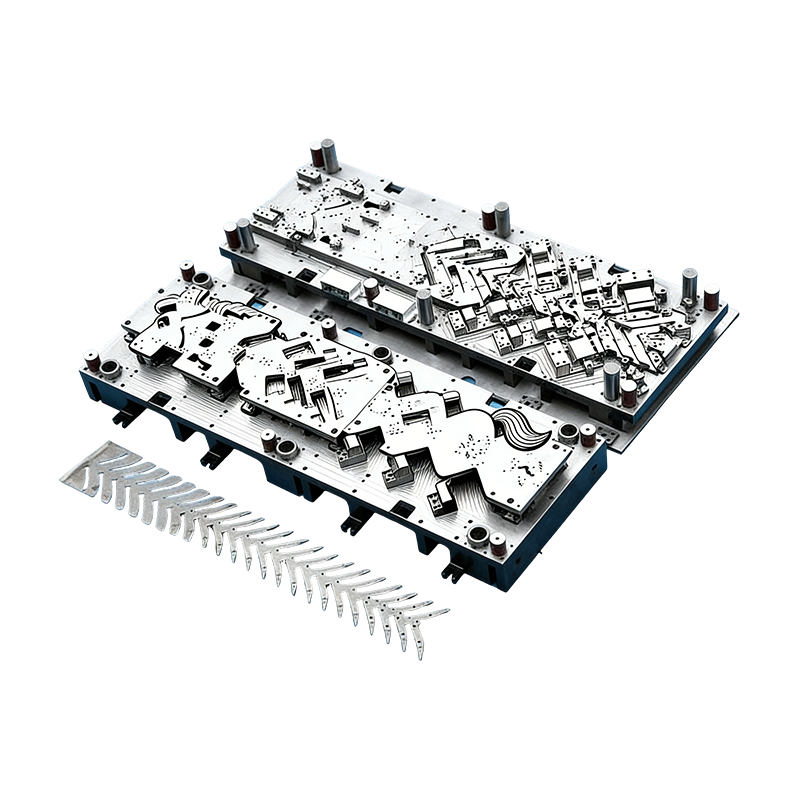
Progresivní formy pro automobilové díly
Tato kontinuální forma pro kryty automobilových...
-
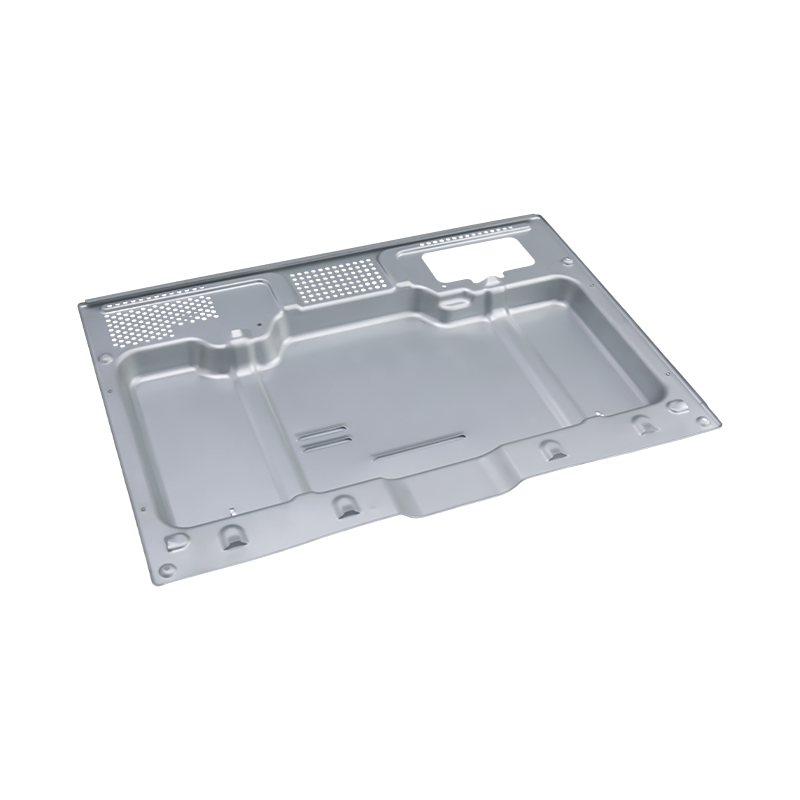
Špičkové díly pro lisování pecí
Naše špičkové díly pro lisování pecí jsou preci...
-
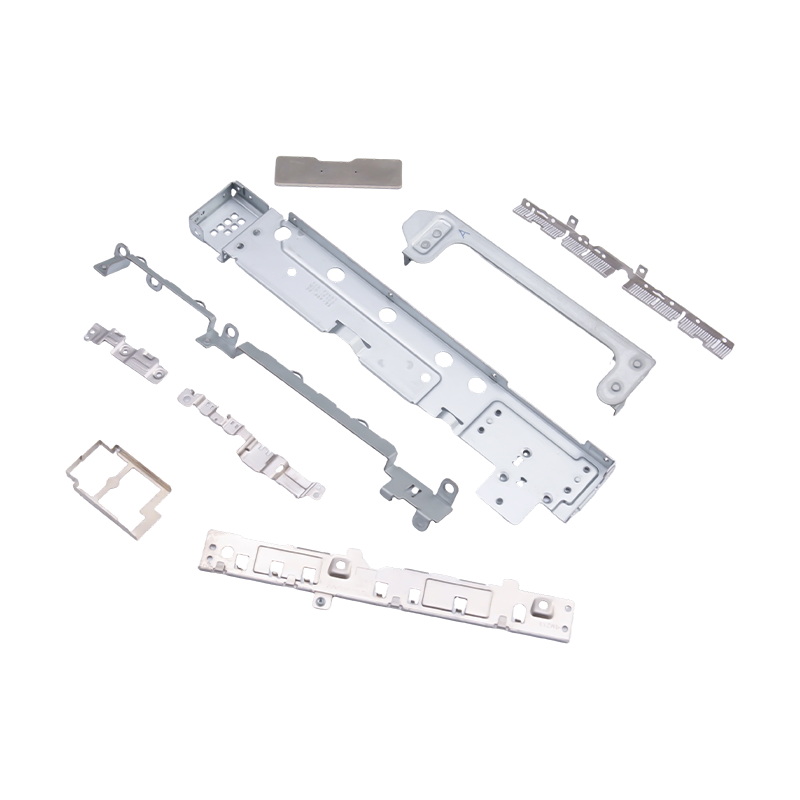
Malé lisované díly pro notebooky a mobilní telefony
Malé lisované díly pro notebooky a mobilní tele...
-
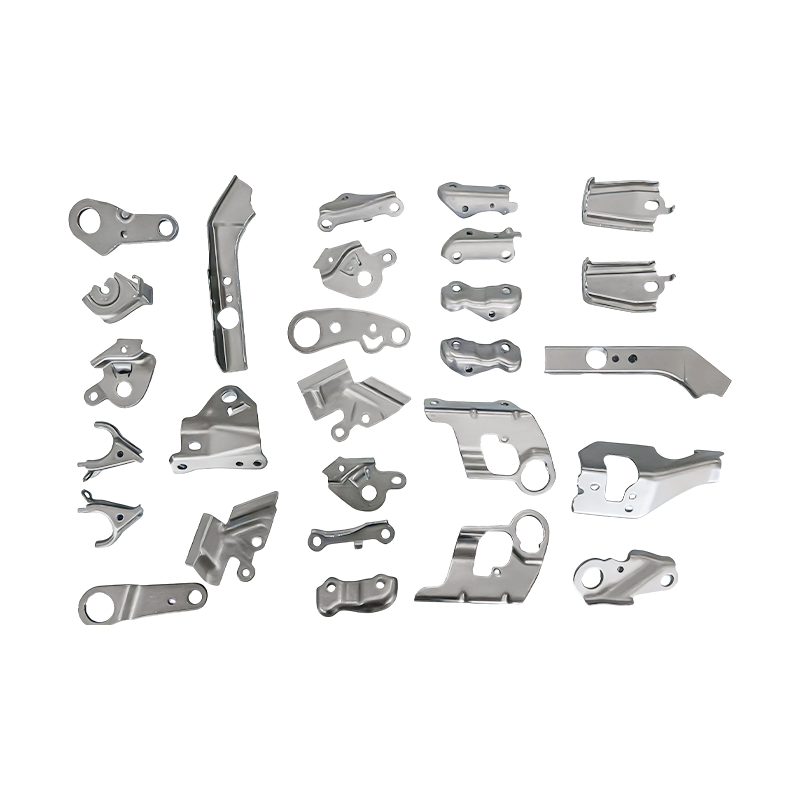
Malé automobilové díly progresivní lisovací díly
Naše díly pro progresivní lisování malých autom...
-
Špičkové velké počítačové lisovací díly
Naše špičkové díly pro velké počítačové lisy js...
-
Díly pro lisování konce plynové nádrže
Díly pro lisování konců plynových nádrží jsou z...
Novinky z oboru
Průvodce díly pro lisování a kreslení kovů
2026-03-23
Co jsou kovové lisovací díly a jak se vyrábějí
Metal stamping parts jsou přesně tvarované kovové součásti vyráběné působením řízené síly prostřednictvím lisovacího lisu k deformaci plechu do definovaného tvaru pomocí zápustek z kalené nástrojové oceli. Tento proces zahrnuje řadu operací – vysekávání, děrování, ohýbání, tvarování, ražení a ražení – které lze provádět jednotlivě v jednostupňových lisovacích nástrojích nebo je kombinovat v postupových nebo přenosových lisovacích nástrojích, které dokončují více operací v jediném zdvihu lisu. Výsledkem je součást s konzistentní geometrií, těsnými rozměrovými tolerancemi a charakteristikami povrchové úpravy, které jsou určeny výhradně konstrukcí lisovnice spíše než dovedností operátora, díky čemuž je lisování jedním z nejvíce opakovatelných a škálovatelných procesů tváření kovů dostupných výrobcům.
Ekonomika kovových lisovaných dílů je řízena amortizací lisovacích nástrojů při vysokých objemech výroby. Jakmile je investice do nástrojů provedena, náklady na jeden kus lisovaných součástí rychle klesají s objemem – lisování se tak stává dominantním procesem tváření pro jakoukoli aplikaci vyžadující tisíce nebo miliony stejných kovových součástí. Pro výrobce domácích spotřebičů, kteří vyrábějí miliony kusů ročně, a pro výrobce OEM automobilů se stovkami tisíc modelů je rozhodující výhoda ceny na díl lisování oproti obrábění nebo odlévání. Konzistentní tloušťka a úzké tolerance jsou automaticky udržovány geometrií matrice, čímž se eliminuje rozměrová variabilita, která vyžaduje ruční kontrolu a třídění v méně přesných výrobních metodách.
Produkty kovových výkresových dílů: Principy procesu a schopnosti
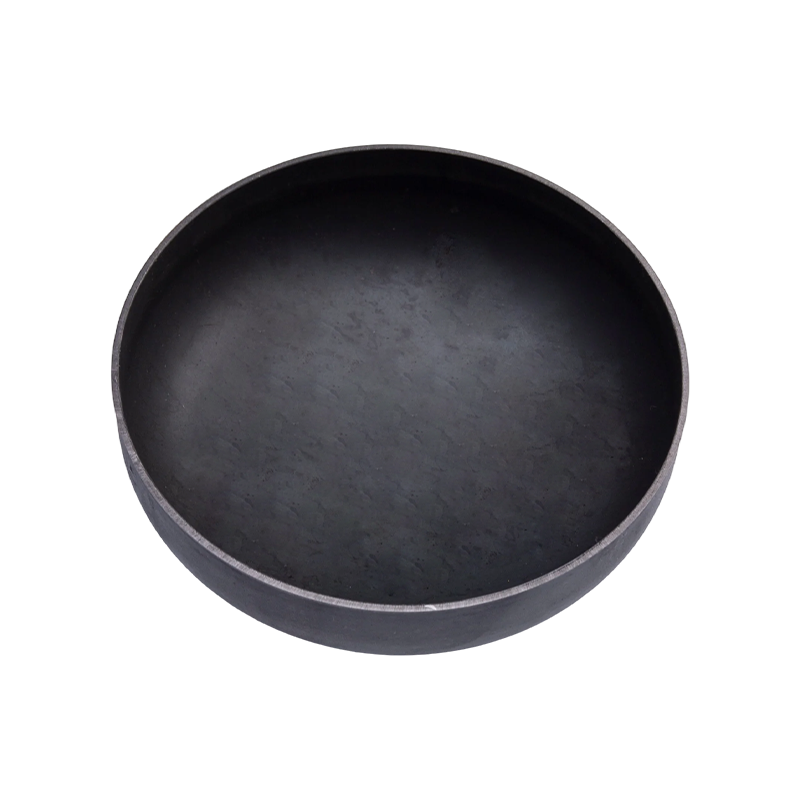
Díly pro tažení kovů se vyrábějí hlubokým tažením – podprocesem lisování, při kterém je plochý plechový polotovar radiálně vtahován do tvářecí formy mechanickým působením razníku, čímž se vytváří dutý, bezešvý komponent s hloubkou přesahující jeho průměr. Hluboké tažení je proces, který stojí za válcovými plechovkami, kelímky, pouzdry, pouzdry a kryty prakticky ve všech výrobních odvětvích. Na rozdíl od operací ohýbání nebo vysekávání, které stříhají nebo skládají materiál, hluboké tažení plasticky deformuje kov tím, že způsobuje řízený tok materiálu z oblasti příruby do dutiny formy, čímž se plochý plech převádí do trojrozměrné formy bez odstraňování materiálu.
Kvalita výrobků tažených kovů závisí na přesném řízení několika vzájemně se ovlivňujících procesních parametrů: síla držáku polotovaru, rychlost razníku, mazání, tažnost materiálu a poměr tažení – vztah mezi průměrem polotovaru a průměrem razníku. Překročení mezního dloužícího poměru materiálu bez mezilehlého žíhání způsobí zvrásnění, trhání nebo nestejnoměrnost tloušťky stěny, což činí součást nepoužitelnou. Moderní operace hlubokého tažení používají simulaci konečných prvků během návrhu matrice k predikci materiálového toku a optimalizaci procesních parametrů před řezáním jakéhokoli nástroje, čímž se výrazně zkracuje doba vývoje a zmetkovitost spojená s empirickými přístupy pokus-omyl.
Klíčové rozdíly mezi ražením a hlubokým tažením
- Part geometry — Kovové lisované díly jsou typicky ploché nebo mělce tvarované součásti vyráběné jedním lisovacím zdvihem, zatímco produkty kovových tažných dílů jsou duté, trojrozměrné skořepiny vyráběné progresivním tokem materiálu v jednom nebo více tahových fázích.
- Materiál stress state — Lisování primárně vystavuje materiál namáhání v tahu, tlaku nebo ohybu v rovině plechu. Hluboké tažení vytváří složitý dvouosý stav napětí – tah ve stěně, tlakový v přírubě – který vyžaduje materiály s vysokým prodloužením a nízkým poměrem kluzu k pevnosti v tahu pro úspěšné tváření.
- Tooling complexity — Zápustky pro hluboké tažení vyžadují přesnou kontrolu vůle mezi průbojníkem a zápustkou, systémy držáků polotovaru a často vícenásobné přetahování u hlubokých součástí, což činí obrábění nástrojů složitější a nákladnější než lisovací zápustky s ekvivalentním objemem pro ploché tvarované díly.
- Požadavky na povrchovou úpravu — Výrobky pro kreslení kovů používané ve viditelných aplikacích – jako jsou kryty přístrojů nebo kosmetické obaly – vyžadují pečlivé řízení mazání a konečnou úpravu povrchu matrice, aby se zabránilo stopám po nástroji, zadření a texturě pomerančové kůry na taženém povrchu.
Materiály používané při operacích lisování a kreslení kovů
Výběr materiálu pro kovové lisovací díly a výrobky pro tažení kovů je jedním z nejdůslednějších rozhodnutí v procesu vývoje komponent. Zvolený materiál musí splňovat požadavky na mechanické vlastnosti aplikace, požadavky na tvarovatelnost procesu lisování nebo tažení, požadavky na povrchovou úpravu hotového dílu a nákladová omezení výrobního programu. Následující materiály tvoří velkou většinu lisovaných a tažených součástí napříč průmyslovými odvětvími.
| Material | Vlastnosti klíče | Typické aplikace |
| Nízkouhlíková ocel (DC01–DC06) | Výborná tvarovatelnost, nízká cena, svařitelnost | Panely spotřebičů, držáky, výztuhy karoserie |
| Vysokopevnostní ocel (HSS/AHSS) | Vysoká mez kluzu, absorpce energie nárazu | Automobilové konstrukční a bezpečnostní komponenty |
| Pozinkovaná / elektrogalvanizovaná ocel | Odolnost proti korozi, přetíratelný | Vany praček, rámy lednic |
| Nerezová ocel (304, 430) | Odolnost proti korozi, hygienický povrch | Vnitřní vložky spotřebičů, potravinářské vybavení |
| Hliníková slitina (1xxx, 3xxx, 5xxx) | Lehký, odolný proti korozi | Panely karoserie automobilů, výměníky tepla |
| Copper and brass | Elektrická vodivost, tvařitelnost | Elektrické kontakty, konektory, svorky |
Kovové lisovací díly ve výrobě domácích spotřebičů
Výroba domácích spotřebičů je jedním z největších a nejnáročnějších aplikačních sektorů kovových lisovacích dílů. Každá hlavní kategorie spotřebičů – ledničky, pračky, klimatizace, myčky nádobí a kuchyňské spotřebiče – obsahuje desítky až stovky lisovaných komponentů, které současně plní strukturální, funkční a estetickou roli. Rozměrová konzistence, kterou lisování přináší, je zásadní při montáži zařízení, kde komponenty od více dodavatelů do sebe musí pasovat v rámci přísných montážních tolerancí na vysokorychlostních výrobních linkách.
Refrigerators
Rámy dveří chladničky patří mezi rozměrově nejkritičtější lisované díly při výrobě spotřebičů. Rám dveří musí udržovat rovinnost a přímost v úzkých tolerancích, aby byl zajištěn konzistentní kontakt s těsněním dveří po celém jeho obvodu – požadavek přímo spojený s hodnocením energetické účinnosti chladničky. Jakákoli rozměrová odchylka, která vytváří mezery v těsnění, má za následek únik studeného vzduchu, delší dobu chodu kompresoru a spotřebu energie nad certifikovanou hodnotu. Schopnost lisování držet tyto tolerance konzistentně napříč velkosériovou výrobou je to, co z něj dělá jedinou praktickou výrobní metodu pro tuto aplikaci.
Washing Machines
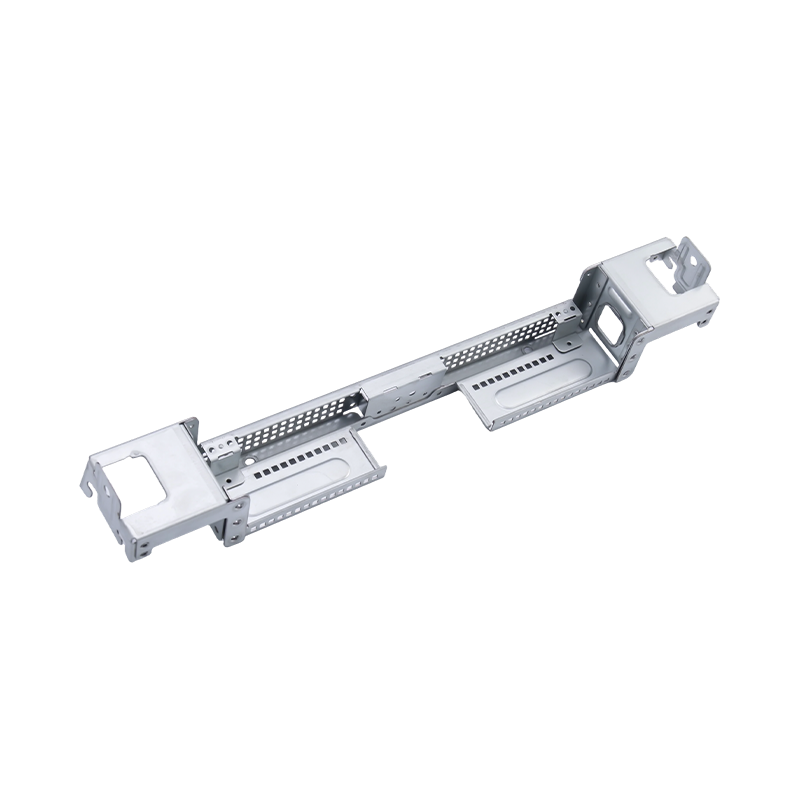
Držáky vnitřní vany pračky jsou lisované díly, které musí odolat značnému dynamickému zatížení – odstředivé síly během cyklů odstřeďování mohou dosáhnout několika stovek kilogramů – při zachování přesných polohových vztahů mezi vanou, ložisky bubnu a sestavou motoru. Rozměrová přesnost držáku přímo ovlivňuje rovnováhu vibrací při vysokorychlostním odstřeďování, což zase určuje hladinu hluku, životnost ložisek a únavovou životnost konstrukce celého stroje. Lisované konzoly vyrobené s konzistentní tloušťkou a úzkými tolerancemi eliminují montážní variace, které by jinak vyžadovaly individuální nastavení vyvážení na každé jednotce.
Air Conditioners
Šasi klimatizace používá lisované díly pro stabilní nosnou a přesnou montáž kompresoru, motoru ventilátoru, výměníku tepla a elektrických komponentů. Podvozek si musí zachovat svou rozměrovou geometrii prostřednictvím mechanického namáhání během přepravy, instalace a let vibrací od kompresoru a ventilátoru. Lisované ocelové šasi s konzistentní tloušťkou stěny poskytuje poměr tuhosti k hmotnosti požadovaný pro tyto aplikace bez nákladů na obráběné nebo odlévané alternativy.
Automobilové aplikace: Bezpečnost, přesnost a výkon
V automobilovém sektoru jsou díly pro lisování kovů zásadní pro bezpečnost a výkon způsobem, který činí rozměrovou přesnost a integritu materiálu nespornými požadavky. Specifikace automobilového lisování patří k nejpřísnějším v jakémkoli výrobním průmyslu, s rozměrovými tolerancemi na součástech kritických z hlediska bezpečnosti měřenými v desetinách milimetru a požadavky na materiálové vlastnosti jsou ověřeny spíše statistickou kontrolou procesu než kontrolou vzorků.
Komponenty brzd a odpružení
Komponenty brzdových třmenů představují jedny z nejnáročnějších aplikací pro kovové lisované díly v automobilovém sektoru. Držák třmenu a montážní hardware musí udržovat přesnou geometrii, aby bylo zajištěno správné vyrovnání destiček, rovnoměrné rozložení upínací síly a konzistentní brzdný výkon v celém rozsahu provozních teplot a zatížení. Vysoká rozměrová přesnost lisování – typicky ±0,1 mm nebo lepší u kritických prvků ve výrobních nástrojích – splňuje tyto požadavky v objemech a nákladech, které automobilová výroba vyžaduje. Jakákoli odchylka od stanovené geometrie brzdových komponent se přímo promítá do variability brzdného výkonu, která ovlivňuje certifikaci bezpečnosti vozidla.
Konstrukce sedadel a výztuhy karoserie
Držáky sedadel a výztuhy panelů karoserie se spoléhají na vysokou rozměrovou přesnost lisování, aby vyhověly přísným automobilovým bezpečnostním normám při nárazových testech. Držáky sedadel si musí zachovat integritu dráhy nákladu při extrémních silách generovaných při čelním a bočním nárazu a zajistit, aby zádržné systémy pro cestující fungovaly tak, jak byly navrženy. Výztuhy panelů karoserie – průnikové nosníky dveří, vložky B-sloupků a výztuhy podlahových tunelů – jsou stále častěji vyráběny z pokročilých vysokopevnostních ocelových výlisků, které absorbují energii nárazu prostřednictvím řízené deformace, což je chování, které kriticky závisí na přesné konzistenci tloušťky materiálu a přesnosti geometrie. Všestrannost kovových lisovaných dílů napříč těmito bezpečnostními kritickými aplikacemi je činí nepostradatelnými pro spolehlivou a nákladově efektivní výrobu v automobilovém sektoru.
Řízení jakosti a toleranční management ve výrobě lisování
Zachování rozměrové konzistence napříč velkoobjemovou lisovací výrobou vyžaduje systematický přístup ke kontrole kvality, který začíná návrhem matrice a pokračuje v každé fázi výroby. Rozměrová přesnost, díky které jsou kovové lisované díly cenné při montáži – snížení montážních mezer, snížení výrobních nákladů a zvýšení trvanlivosti produktu – není automatickým výsledkem procesu lisování. Je výsledkem disciplinovaného řízení procesu aplikovaného důsledně v celém výrobním cyklu.
- Kontrola prvního článku (FAI) — Úplné ověření rozměrů prvních výrobních dílů proti konstrukčnímu výkresu pomocí souřadnicových měřicích strojů (CMM) potvrzuje, že matrice vyrábí díly v toleranci před zahájením sériové výroby. Data FAI poskytují základní linii, podle které se měří následná odchylka produkce.
- Statistická kontrola procesu (SPC) — Nepřetržité monitorování kritických rozměrů během výroby pomocí kontrolních diagramů identifikuje posun procesu dříve, než dojde k výrobě dílů mimo toleranci, což umožňuje preventivní seřízení nástroje spíše než reaktivní tvorbu šrotu.
- Harmonogram údržby matrice — Progresivní opotřebení matrice – zejména na řezných hranách, poloměrech ohybu a tažných housenkách – přímo ovlivňuje rozměry součásti. Intervaly údržby strukturované matrice založené na počtu dílů s ověřováním rozměrů v každém intervalu zabraňují posunu tolerance způsobenému opotřebením nástroje, aby se dostal na sestavené produkty.
- Vstupní kontrola materiálu — Kolísání tloušťky plechu, odchylka meze kluzu a stav povrchu – to vše ovlivňuje rozměry lisovaných dílů a chování při odpružení. Ověření příchozího materiálu na základě certifikovaných zpráv o zkoušce válcovací stolice a statistického vzorkování fyzikálních vlastností zabraňuje tomu, aby se do procesu dostaly rozměrové odchylky způsobené materiálem.
-

Předchozí příspěvek
Průvodce hlubokým tažením kovových raznic pro automobilové díly
Další příspěvek
Kovové lisovací díly pro automobilový průmysl a domácí spotřebiče: procesy, materiály a standardy kvality
naše Produkty.
Začněte své podnikání s výrobcem OEM právě zde!
Poskytujte globálním zákazníkům kompletní řešení na klíč
skrz
inovace!
RYCHLÉ ODKAZY
NOVINKY
KONTAKTNÍ INFORMACE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 č. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Čína
č. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Čína
autorská práva © Suzhou Shuangqisi Mold Equipment Co., Ltd. Všechna práva vyhrazena. Vlastní raznice Výrobci kovových lisovacích forem
