
-
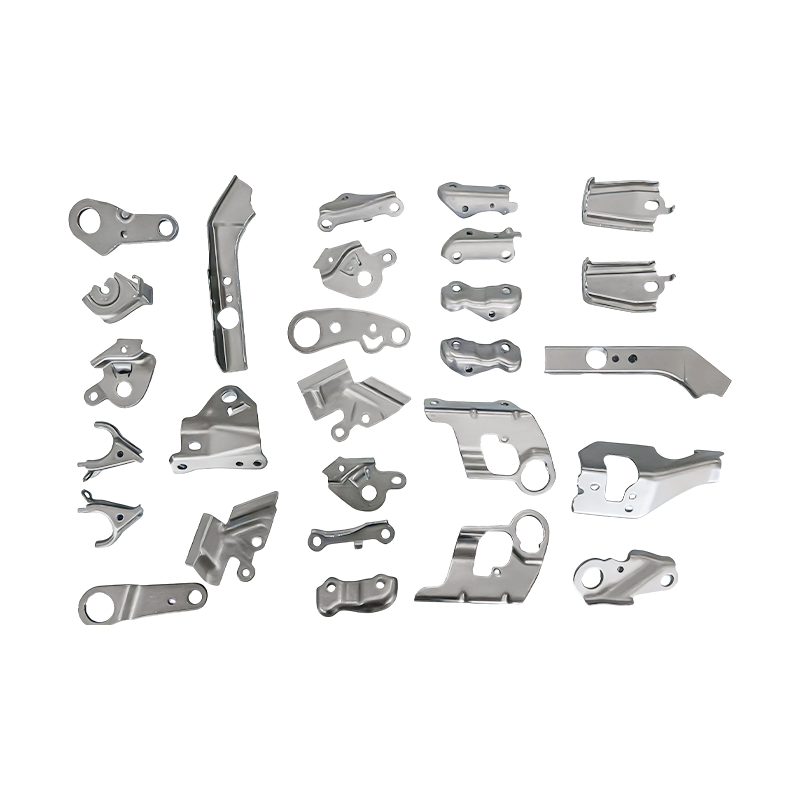
Malé automobilové díly progresivní lisovací díly
Naše díly pro progresivní lisování malých autom...
-
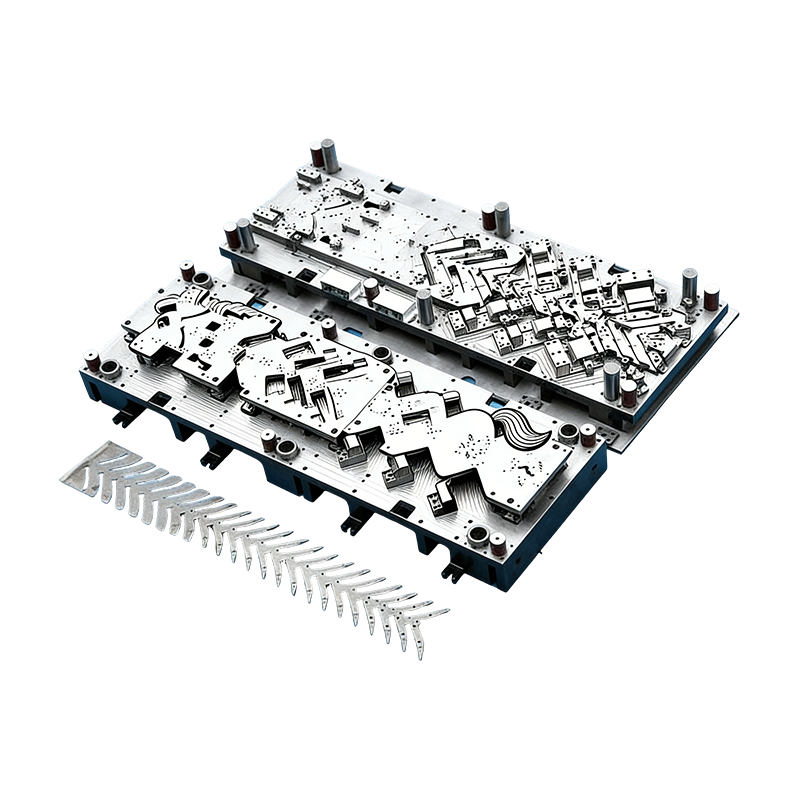
Progresivní formy pro automobilové díly
Tato kontinuální forma pro kryty automobilových...
-
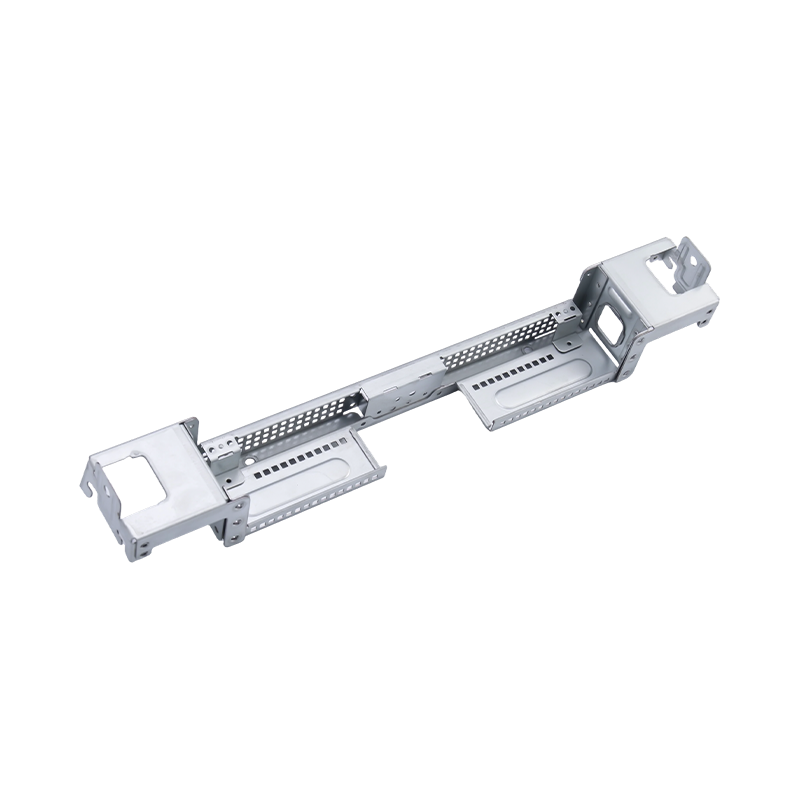
Špičkové velké počítačové lisovací díly
Naše špičkové díly pro velké počítačové lisy js...
-
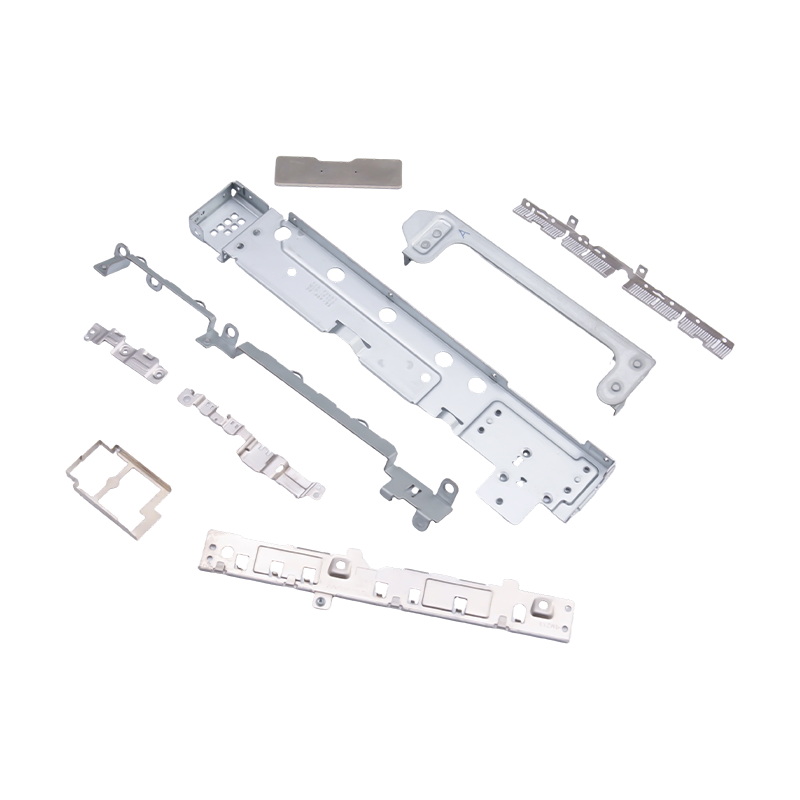
Malé lisované díly pro notebooky a mobilní telefony
Malé lisované díly pro notebooky a mobilní tele...
-

Lisovací díly pro těžký nákladní automobil
Naše lisovací díly pro těžká nákladní vozidla j...
-
Hlubokotažná forma pro přední a zadní kola dvoukolových elektrických vozidel
Tato hlubokotažná forma pro přední a zadní kola...
Novinky z oboru
Domů / Novinky / Novinky z oboru / Kovové lisovací díly pro automobilový průmysl a domácí spotřebiče: procesy, materiály a standardy kvality
Kovové lisovací díly pro automobilový průmysl a domácí spotřebiče: procesy, materiály a standardy kvality
2026-03-16
Co je to lisovací výroba?
Výroba lisováním je proces tváření kovů za studena, při kterém je plochý plech přiváděn do lisovacího lisu vybaveného vlastní sadou matric a mechanická nebo hydraulická síla je aplikována na řezání, ohýbání, tažení nebo ražení materiálu do přesně definovaného tvaru. Tento proces zahrnuje širokou skupinu operací – vysekávání, děrování, tvarování, hluboké tažení, ražení a progresivní lisování – každá je vhodná pro různé geometrie, tloušťky materiálu a objemy výroby. Všechny tyto operace spojuje základní výhoda lisování: schopnost vyrábět velké množství rozměrově konzistentních kovových lisovaných dílů vysokou rychlostí a nízkými jednotkovými náklady, s minimálním odpadem materiálu ve srovnání s metodami subtraktivního obrábění.
Moderní lisovací výroba spoléhá na servopohony a hydraulické lisy v rozsahu od 20 do více než 2 000 tun síly, spárované s přesnými nástroji vyrobenými v tolerancích měřených v mikrometrech. Počítačem podporovaný software pro návrh a simulaci zápustek umožňuje inženýrům předvídat tok kovu, zpětné odpružení a ztenčení před řezáním jediného kusu oceli, což dramaticky snižuje vývojové cykly nástrojů a míru odmítnutí prvního výrobku. Výsledkem je výrobní disciplína schopná dodávat díly pro lisování kovů, které splňují náročné rozměrové a konstrukční požadavky různých odvětví, jako je spotřební elektronika, domácí spotřebiče a automobilový průmysl.
Základní procesy v rámci výroby lisování
Pochopení specifických operací, které tvoří výrobu lisování, pomáhá inženýrům nákupu a produktovým návrhářům vybrat nákladově nejefektivnější přístup pro danou geometrii součásti a objem výroby. Každá z hlavních kategorií procesů nese odlišné požadavky na nástroje a výstupní charakteristiky.
Progresivní lisování
Progresivní lisování vede kovový pás přes řadu stanic v rámci jediné sady lisovacích nástrojů, přičemž každá stanice provádí jednu operaci – děrování, vrubování, ohýbání nebo tvarování – jak pás postupuje. V době, kdy pás opouští konečnou stanici, jsou plně tvarované kovové výlisky odděleny od nosného pásu a shromažďovány. Tento přístup je vysoce účinný pro malé až středně velké díly vyráběné ve velmi vysokých objemech, jako jsou koncové konektory, konzolové spony a montážní hardware zařízení, protože celá sekvence běží rychlostí lisu bez ruční manipulace s díly mezi operacemi.
Hluboké kreslení
Hluboké tažení převádí plochý kovový polotovar na dutou, bezešvou skořepinu vtlačením do dutiny matrice pomocí razníku. Tento proces je zásadní pro výrobu válcových a krabicových součástí, včetně držáků vnitřních van praček, plechovek od nápojů a krytů palivových nádrží automobilů. Výběr materiálu je při hlubokém tažení kritický: kov musí vykazovat dostatečnou tažnost a příznivé poměry tváření, aby prošel požadovanou velkou plastickou deformací bez trhání nebo vrásnění. Nízkouhlíková ocel, hliníkové slitiny a nerezová ocel jsou nejběžnější hlubokotažné materiály v aplikacích pro lisování zařízení a automobilů.
Jemné zaclonění
Jemné stříhání je specializovaný proces lisování, který produkuje díly se střiženými hranami výjimečné hladkosti a rovinnosti, což eliminuje sekundární dokončovací operace, které konvenční stříhání vyžaduje. Aplikací protitlaku a síly vytyčovacího kroužku současně s ořezovou silou udržuje jemné stříhání materiál ve stavu tlakového namáhání během procesu střihu a vytváří řezné plochy, které jsou hladké téměř po celé tloušťce materiálu. Díky tomu je jemné stříhání preferovaným procesem pro komponenty brzdových třmenů a držáky sedadel v automobilových aplikacích, kde kvalita hran přímo ovlivňuje únavovou životnost a lícování sestavy.
Kovové lisovací díly ve výrobě domácích spotřebičů
Domácí spotřebiče představují jednu z nejrozšířenějších aplikačních domén pro kovové lisované díly. Kombinace konstrukční složitosti, požadavků na rozměrovou konzistenci a citlivosti na náklady ve výrobě zařízení přesně odpovídá tomu, co přináší výroba lisování. Napříč kategoriemi produktů zvládají lisované komponenty nosné, vyrovnávací a krytové funkce, které definují dlouhodobou spolehlivost spotřebiče.
V chladničkách poskytují rámy dveří vyráběné válcováním a progresivním lisováním pevný obvod, který podporuje hmotnost dveří, udržuje těsnicí povrchy a přizpůsobuje upevňovací body závěsů. Rozměrová přesnost v těchto rámech přímo ovlivňuje vyrovnání dveří a energetickou účinnost – rám dveří, který je mimo toleranci byť jen o zlomek milimetru, může způsobit netěsnost těsnění, která zvyšuje frekvenci cyklů kompresoru a spotřebu energie. Držáky vnitřní vany pračky, obvykle vyráběné z pozinkovaného nebo nerezového plechu, musí vydržet vysokorychlostní rotační nevyvážené zatížení a opakované tepelné cykly bez únavového selhání. Panely podvozku klimatizace tvoří konstrukční kostru venkovní jednotky, drží kompresory, ventilátory a výměníky tepla v přesném prostorovém vztahu a zároveň odolávají vibracím a povětrnostním vlivům.
Konzistentní tloušťka a úzké tolerance kovových lisovaných dílů snižují montážní mezery ve všech těchto aplikacích, zjednodušují proces konečné montáže, snižují potřebu nastavitelných spojovacích prvků nebo podložek a zlepšují kosmetickou kvalitu hotového výrobku.
Kovové lisovací díly v automobilových aplikacích
Automobilový průmysl je jediným největším spotřebitelem kovových lisovaných dílů na celém světě, přičemž typické osobní vozidlo obsahuje několik stovek jednotlivých lisovaných součástí od panelů karoserie měřených v metrech čtverečních až po přesné brzdové součásti měřené v milimetrech. Výroba lisování pro automobily funguje podle nejpřísnějších standardů rozměrů a mechanických vlastností všech komerčních aplikací, protože důsledky selhání komponent se rozšiřují na bezpečnost cestujících a dodržování předpisů.
Výztuhy panelů karoserie – vnitřní konstrukční prvky, které vyztužují dveřní pláště, střešní panely a sestavy kapoty – jsou vyráběny kombinací operací hlubokého tažení, protahovacího tvarování a zpětného natahování. Tyto součásti musí dosahovat přesné geometrie obrysu, aby bylo zajištěno správné lícování s vnějšími panely a přesné umístění přivařovací příruby pro montáž karoserie v bílé barvě. Vysokopevnostní ocel a pokročilé třídy vysokopevnostních ocelí se stále častěji používají ve výztuhách karoserie, aby se dosáhlo požadované absorpce nárazové energie při snížené tloušťce a hmotnosti materiálu.
Další kritickou kategorií automobilových kovových lisovacích dílů jsou držáky sedadel. Tyto komponenty ukotvují konstrukci sedadla k podlaze vozidla a musí odolat statickému a dynamickému zatížení definovanému normami ochrany cestujících při nárazu. Jemně vystřižené nebo precizně lisované součásti držáku sedadla poskytují kvalitu hran a rovinnost požadovanou pro konzistentní utahovací moment šroubů a spolehlivou upínací sílu spoje po celou dobu životnosti vozidla. Komponenty brzdového třmenu, včetně držáků třmenu třmenu a kotevních desek, jsou vyráběny s rozměrovou přesností, která zajišťuje správné vyrovnání destiček, rovnoměrné opotřebení destiček a předvídatelný brzdný výkon v celém rozsahu provozních teplot.
Výběr materiálu pro kovové lisovací díly
Výkon kovových lisovacích dílů je neoddělitelný od materiálu, ze kterého jsou vyrobeny. Výroba lisování je kompatibilní se širokou škálou kovů a slitin a výběr optimálního materiálu vyžaduje vyvážení tvarovatelnosti, mechanických vlastností, odolnosti proti korozi a nákladů.
| Materiál | Vlastnosti klíče | Typické aplikace |
| Nízkouhlíková ocel (DC01/DC04) | Výborná tvarovatelnost, nízká cena | Šasi spotřebiče, držáky, kryty |
| Vysokopevnostní ocel (HSLA) | Vysoká mez kluzu, dobrá svařitelnost | Výztuhy karoserie, konstrukce sedadel |
| Nerezová ocel (304/430) | Odolnost proti korozi, povrchová úprava | Vany praček, panely spotřebičů |
| Hliníková slitina (5052/6061) | Lehký, odolný proti korozi | Části karoserie automobilů, chladiče |
| Pozinkovaná ocel | Zinkový povlak, venkovní odolnost | Podvozek klimatizace, venkovní držáky |
Kontrola kvality ve výrobě lisování
Udržování rozměrové konzistence ve velkoobjemových výrobních sériích je hlavním problémem kvality při výrobě lisování. Opotřebení matrice, kolísání dávek materiálu, nekonzistence mazání a vychýlení lože lisu, to vše může způsobit posun rozměrů v průběhu času, takže systematické měření a monitorování procesu jsou nezbytné pro výrobu dílů pro lisování kovů, které zůstávají v rámci specifikací po tisíce nebo miliony cyklů.
Přední výrobci lisů implementují vrstvený systém kvality, který kombinuje snímání v matrici, statistické řízení procesu a koordinační kontrolu měřicích strojů. Mezi klíčové postupy kontroly kvality patří:
- První kontrola článku (FAI): Úplné ověření rozměrů prvních výrobních dílů podle konstrukčních výkresů před uvolněním sériové výroby.
- Vzorkování v průběhu procesu: Periodické měření kritických rozměrů v definovaných výrobních intervalech pro detekci opotřebení nástroje nebo posunu procesu dříve, než se nahromadí díly mimo toleranci.
- Ověření CMM: Souřadnicové měřicí stroje poskytují trojrozměrná rozměrová data pro složité tvarované povrchy, které nelze ověřit ručními měřidly.
- Kontrola povrchu a hran: Vizuální a hmatová kontrola otřepů, prasklin, vrásek a povrchových defektů, které ovlivňují lícování sestavy nebo únavovou životnost.
- Kontrola certifikace materiálu: Přicházející certifikáty o zkoušce materiálu jsou ověřeny podle požadavků specifikace na pevnost v tahu, mez kluzu, tažnost a hmotnost povlaku.
Proč lisovací výroba zůstává preferovanou volbou
Navzdory nástupu alternativních technologií tváření, včetně řezání laserem, hydroformingu a aditivní výroby, si lisovací výroba zachovává své dominantní postavení ve velkoobjemové výrobě kovových součástí z přesvědčivých a odolných důvodů. Ekonomika lisování je v měřítku zásadně příznivá: jakmile jsou investice do nástrojů amortizovány, cena za kus lisovaného kovového dílu je obvykle zlomkem toho, čeho lze dosáhnout jakýmkoli alternativním procesem při ekvivalentních objemech. Rychlosti lisu stovky zdvihů za minutu v kombinaci s automatizovaným podáváním svitků a manipulací s díly umožňují produkční rychlosti, kterým se žádný jiný proces přesného tváření nevyrovná.
Kromě hospodárnosti jsou mechanické vlastnosti kovových lisovaných dílů vylepšeny efektem tváření za studena, který je vlastní procesu lisování. Plastická deformace během tváření zvyšuje tvrdost a mez kluzu materiálu v deformovaných oblastech prostřednictvím mechanického zpevnění, čímž vznikají hotové díly s lepšími mechanickými vlastnostmi než původní plech. Tento efekt je zvláště cenný u konstrukčních automobilových komponentů, kde je poměr pevnosti a hmotnosti primárním hnacím motorem návrhu. Pro výrobce v odvětví spotřebičů a automobilového průmyslu, kteří hledají spolehlivé, nákladově efektivní a rozměrově přesné komponenty, zůstává lisování nesporným základem moderních dodavatelských řetězců kovových komponentů.
Předchozí příspěvek
Průvodce díly pro lisování a kreslení kovů
Další příspěvek
Jaké jsou klíčové rozdíly mezi mikroražením a standardními elektronickými součástmi?
naše Produkty.
Začněte své podnikání s výrobcem OEM právě zde!
Poskytujte globálním zákazníkům kompletní řešení na klíč
skrz
inovace!
RYCHLÉ ODKAZY
NOVINKY
KONTAKTNÍ INFORMACE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 č. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Čína
č. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Čína
autorská práva © Suzhou Shuangqisi Mold Equipment Co., Ltd. Všechna práva vyhrazena. Vlastní raznice Výrobci kovových lisovacích forem
