-

Lisovací díly pro těžký nákladní automobil
Naše lisovací díly pro těžká nákladní vozidla j...
-
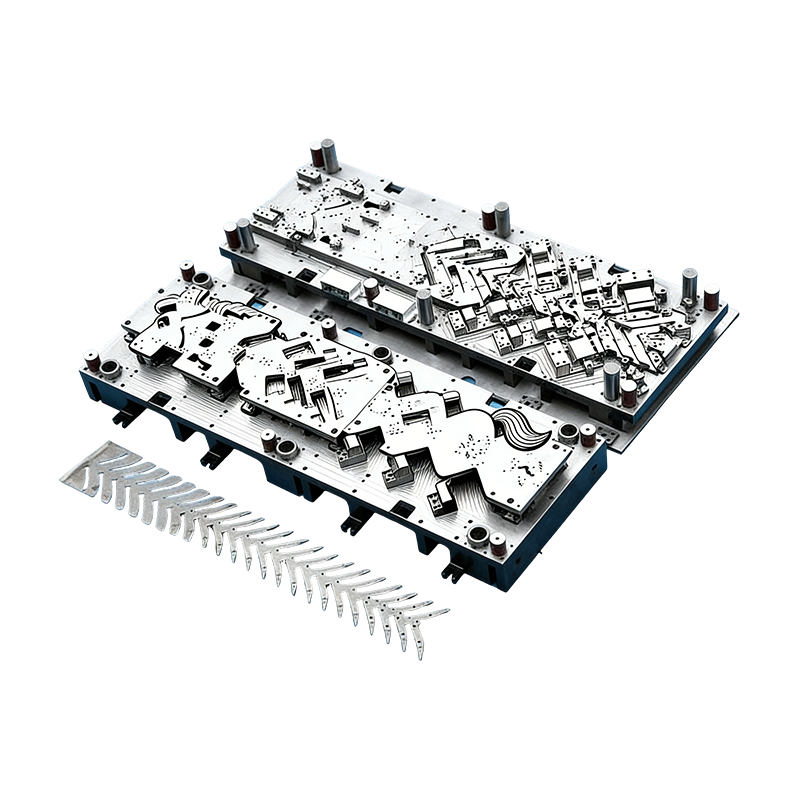
Progresivní formy pro automobilové díly
Tato kontinuální forma pro kryty automobilových...
-
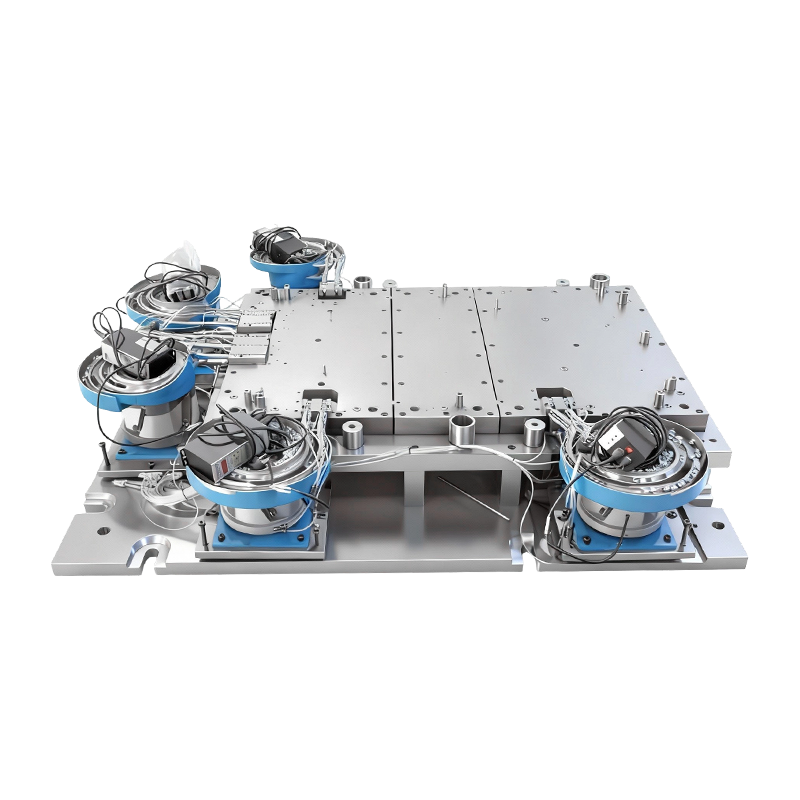
Automatická nýtovací forma pro velkou základnu počítačového stroje
Tato automatická nýtovací forma pro základnu ve...
-
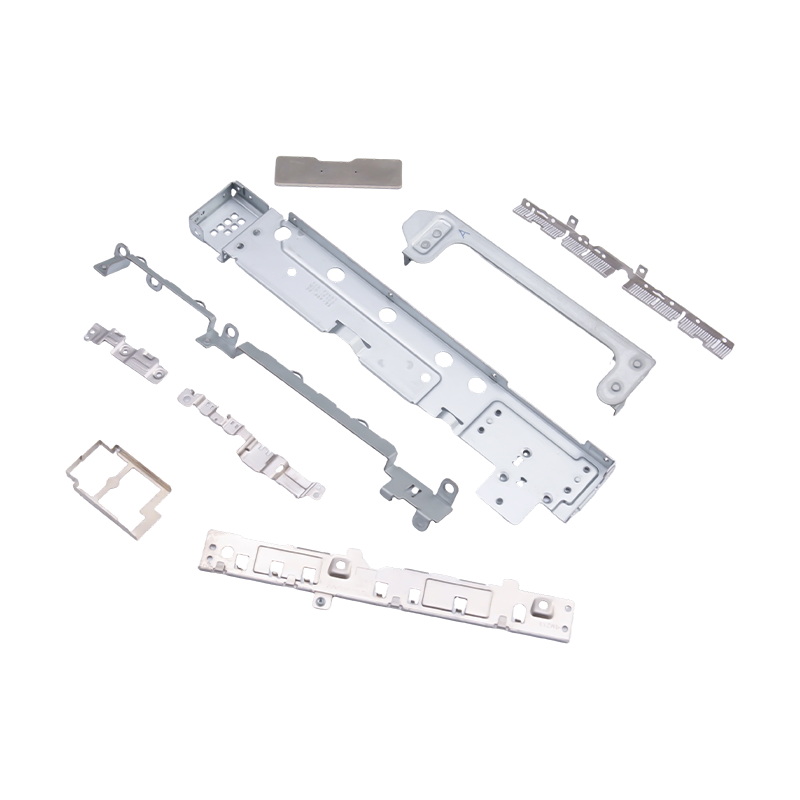
Malé lisované díly pro notebooky a mobilní telefony
Malé lisované díly pro notebooky a mobilní tele...
-

Lisovací díly skříně motoru automobilu
Lisovací díly skříní automobilového motoru jsou...
-
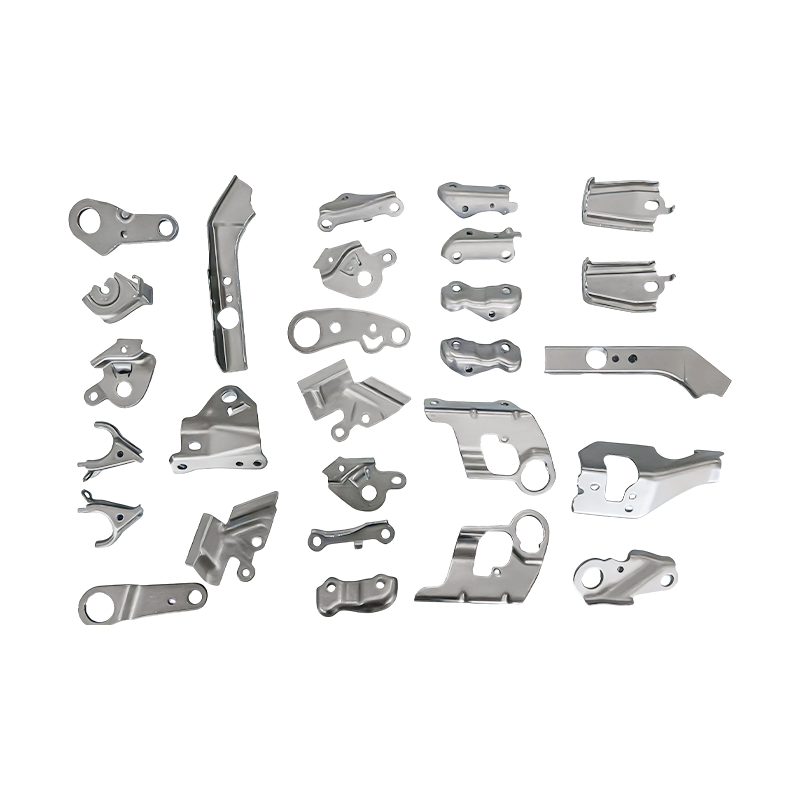
Malé automobilové díly progresivní lisovací díly
Naše díly pro progresivní lisování malých autom...
Novinky z oboru
Domů / Novinky / Novinky z oboru / Jaké jsou klíčové rozdíly mezi mikroražením a standardními elektronickými součástmi?
Jaké jsou klíčové rozdíly mezi mikroražením a standardními elektronickými součástmi?
2026-03-09
Pochopení elektronických lisovacích dílů a jejich role v moderní elektronice
Elektronické lisovací díly jsou přesné kovové součásti vyráběné progresivním nebo transferovým lisovacím procesem, ve kterém se plochý kovový plech nebo svitek postupně formuje, děruje, ohýbá a tvaruje kalenými sadami lisovacích nástrojů za účelem výroby hotových dílů s úzkými rozměrovými tolerancemi. Tyto komponenty tvoří strukturální a elektrický základ prakticky každého elektronického zařízení, které se dnes vyrábí – od spotřebitelských chytrých telefonů a notebooků po automobilové řídicí moduly, lékařské implantáty a průmyslové senzory. Tato kategorie zahrnuje obrovskou škálu typů součástí včetně svorek, konektorů, stínění, držáků, kontaktů, olovnicových rámů, rozvaděčů tepla a pružinových prvků, přičemž všechny sdílejí společnou charakteristiku, že jsou vyrobeny z kovového plechu spíše než obráběné z plného materiálu nebo odlévány z roztaveného kovu. V širokém spektru elektronických lisovacích dílů představuje rozdíl mezi mikroražením a standardním lisováním jednu z prakticky nejvýznamnějších dělicích linií ve výrobní kapacitě, požadavcích na proces a vhodnosti konečného použití.
Definování standardních elektronických lisovacích dílů: Rozměry a možnosti
Standardní elektronické lisovací díly zaujímají širokou střední cestu lisovacího průmyslu a zahrnují součásti s velikostí a tloušťkou materiálu, které konvenční progresivní lisovací nástroje a standardní lisovací lisy mohou spolehlivě vyrábět ve velkém objemu. Z praktického hlediska jsou standardní elektronické lisovací díly typicky vyráběny z plechu o tloušťce v rozmezí přibližně 0,15 mm až 3,0 mm, s děrovanými otvory, tvarovanými prvky a poloměry ohybu, které jsou dimenzovány v desetinách milimetru spíše než v mikronech. Rozměrové tolerance na standardních elektronických lisovacích dílech obecně spadají do rozsahu ±0,05 mm až ±0,1 mm, čehož lze dosáhnout dobře udržovaným konvenčním nářadím na lisovacích zařízeních od 25tunových stolních jednotek až po 400tunové převáděcí lisy pro větší součásti.
Sortiment materiálů pro standardní elektronické lisovací díly je široký a zahrnuje ocel válcovanou za studena, nerezové oceli jakosti 301 a 304, slitiny mědi, jako je mosaz C110, C194 a C260, slitiny hliníku 1100 a 3003 a niklové stříbro. Možnosti povrchové úpravy včetně galvanického pokovování cínem, niklem, stříbrem nebo zlatem se běžně používají u standardních elektronických lisovacích dílů, aby se dosáhlo kontaktní odolnosti, odolnosti proti korozi a pájitelnosti požadovaných pro jejich konkrétní obvod nebo mechanickou funkci. Objemy výroby standardních elektronických lisovacích dílů se mohou pohybovat od tisíců do stovek milionů kusů ročně, přičemž progresivní lisovací nástroje umožňují cykly 100 až 800 zdvihů za minutu v závislosti na složitosti součásti a velikosti lisu.
Co definuje mikroražení a kde se liší od standardní praxe
Mikrolisování vstupuje na scénu, když rozměrové požadavky elektronických lisovacích dílů překračují to, co mohou spolehlivě zajistit standardní nástroje a řízení procesů. I když neexistuje žádná univerzálně dohodnutá prahová hodnota, mikroražením se obecně rozumí, že začíná, když tloušťka materiálu klesne pod 0,1 mm, když se velikosti děrovaných prvků blíží nebo překračují poměr 1:1 s tloušťkou materiálu (to znamená, že průměry otvorů jsou stejné nebo menší než tloušťka děrovaného plechu), nebo když jsou celkové rozměry dílu měřeny v jednomístných milimetrech s tolerancemi v mm utaženými na 0 ± 0,00 mm. V tomto měřítku vyžadují fyzikální zákony, kterými se řídí deformace kovu, opotřebení nástrojů a dynamiku lisu, zásadně odlišné přístupy k návrhu lisovnice, výběru lisu, řízení procesu a kontroly kvality ve srovnání se standardní výrobou elektronických lisovacích dílů.
Neúnavná snaha elektronického průmyslu směrem k miniaturizaci je hlavní silou rozšiřující trh s mikrolisovanými elektronickými lisovanými díly. Konektory pro chytré telefony, součásti sluchadel, nositelná pouzdra senzorů, kontakty elektrod kardiostimulátoru, obaly zařízení MEMS a rámečky elektrod IC s jemnou roztečí – to vše vyžaduje mikrolisované prvky, které jednoduše nelze vyrobit podle specifikací pomocí konvenčních postupů lisování. Propast mezi tím, čeho lze dosáhnout standardním a mikroražením, se zvětšila s tím, jak se zrychlila miniaturizace zařízení, takže rozdíl mezi těmito dvěma kategoriemi je komerčně i technicky stále významnější.
Konstrukce nástrojů a konstrukce zápustek: Kde jsou rozdíly nejvýraznější
Formovací nástroje používané k výrobě mikrolisovaných elektronických lisovacích dílů se liší od standardních nástrojů téměř ve všech aspektech svého designu, specifikace materiálu a výrobního procesu. Standardní progresivní raznice pro elektronické lisovací díly jsou konstruovány z nástrojových ocelí jako je D2, M2 nebo DC53, s vůlí razníku a matrice obvykle nastavenou na 5–10 % tloušťky materiálu na stranu. Při standardních rozměrech jsou tyto vůle dosažitelné s konvenčním CNC brousicím a elektroerozivním drátovým řezacím zařízením a výsledné nástroje mohou vyrábět miliony dílů před nutností renovace.
Mikrolisovací matrice pro miniaturní elektronické lisovací díly vyžadují vůle měřené v jednociferných mikronech – někdy jen 1–3 mikrony na stranu pro ty nejjemnější vlastnosti – náročné součásti matric vyráběné na ultrapřesných bruskách a profilových EDM zařízeních schopných udržet tolerance ±0,001 mm nebo lepší. Průměr razníku pro mikrolisované prvky může být až 0,05 mm, v tomto měřítku je razník mechanicky křehký a náchylný k vychýlení vlivem bočních sil vznikajících během děrování. Konstruktéři zápustek to kompenzují uspořádáním vodících pouzder, které podpírají průbojník v blízkosti řezné plochy, zkrácenými vstupními délkami zápustky, které minimalizují délku nepodepřeného průbojníku, a řízeným vyrovnáním průbojníku a zápustky dosaženým pomocí přesných zemních vodicích sloupků a pouzder s vůlí na úrovni mikronů.
Karbidové nástroje – konkrétně jakosti karbidu wolframu vybrané pro jejich kombinaci tvrdosti, houževnatosti a pevnosti v tlaku – jsou v podstatě povinné pro výrobu mikrolisovaných elektronických lisovacích dílů. Míra opotřebení nástrojové oceli při rozměrech razníku v mikroměřítku by způsobila, že nástroje by byly v krátkém výrobním cyklu ekonomicky neživotaschopné. Tvrdokovové zápustky, přestože jsou podstatně dražší na výrobu než ekvivalenty nástrojové oceli, poskytují odolnost proti opotřebení a rozměrovou stabilitu potřebnou k udržení velikosti rysů a kvality břitu při milionech zdvihů potřebných pro nákladově efektivní výrobu mikrolisovaných elektronických lisovacích dílů.
Požadavky na lisovací zařízení a řízení procesů
Lisovací zařízení používané pro mikrolisované elektronické lisovací díly se podstatně liší od standardních specifikací lisovacích lisů. Standardní výroba elektronických lisovacích dílů toleruje určitý stupeň vychýlení rámu lisu, kolísání rovnoběžnosti skluzu a dynamické vibrace, které by byly v mikroměřítku katastrofické. Mikrolisovací lisy jsou konstruovány tak, aby vyhovovaly podstatně přesnějším specifikacím vedení kluzného vedení – typicky rovnoběžnosti 0,003 mm nebo lepší – pomocí hydrostatických nebo přesných kluzných vedení s válečkovými ložisky, které udržují konzistentní výšku uzavření bez ohledu na excentrické zatížení z asymetrických geometrií součástí.
Servopohonné mikrolisovací lisy nabízejí zvláštní výhody pro přesnou výrobu elektronických lisovacích dílů v mikroměřítku. Schopnost naprogramovat libovolné profily posuvného pohybu – pomalý přístup ke kontaktu pro jemné prvky, rychlý návrat pro optimalizaci doby cyklu, řízená prodleva v dolní úvrati pro operace ražení mincí – poskytuje úroveň flexibility procesu, které se mechanické lisy poháněné klikou nemohou rovnat. Servolisy také eliminují energetické špičky spojené s mechanickými lisy poháněnými setrvačníkem, snižují vibrace přenášené do matrice a zlepšují rozměrovou konzistenci při dlouhých výrobních sériích mikrolisovaných elektronických lisovacích dílů.
Porovnání klíčových charakteristik vedle sebe
Níže uvedená tabulka poskytuje strukturované srovnání hlavních rozdílů mezi mikrolisováním a standardními procesy pro elektronické lisovací díly v rozměrech, které jsou nejdůležitější pro konstruktéry a specialisty na nákup:
| Charakteristický | Standardní elektronické lisovací díly | Mikrolisované elektronické díly pro lisování |
| Rozsah tloušťky materiálu | 0,15 mm – 3,0 mm | 0,01 mm – 0,1 mm |
| Rozměrová tolerance | ±0,05 mm – ±0,1 mm | ±0,005 mm – ±0,02 mm |
| Vůle matrice na každé straně | 5–10 % tloušťky materiálu | 1–3 mikrony absolutně |
| Nástrojový materiál | Nástrojová ocel (D2, M2, DC53) | Karbid wolframu |
| Stiskněte typ | Mechanický / hydraulický | Přesné servo/hydrostatické vedení |
| Typická frekvence zdvihů | 100–800 spm | 200–1 500 spm (optimalizováno pro servo) |
| Způsob kontroly | CMM, optický komparátor | Systémy vidění, SEM, konfokální mikroskopie |
| Náklady na nástroje | Mírný | Vysoká až velmi vysoká |
Rozdíly ve výběru materiálu pro elektronické lisovací díly v mikroměřítku
Výběr materiálu pro mikrolisované elektronické lisovací díly zahrnuje další omezení kromě těch, která platí pro standardní součásti. Při tloušťkách pod 0,1 mm se mikrostruktura kovu stává přímo relevantní pro chování při lisování – velikost zrna vzhledem k tloušťce materiálu může způsobit nekonzistentní deformaci, tvorbu otřepů a změny kvality hran, které by byly při standardních tloušťkách zanedbatelné. Aplikace mikroražení obvykle specifikují materiály s řízenou strukturou zrna, často označované jemnozrnnými specifikacemi ASTM nebo JIS, aby se zajistil konzistentní tok kovu a kvalita řezné hrany v průběhu lisování.
Slitiny mědi zůstávají nejběžnějšími materiály vodičů pro mikrolisované elektronické lisovací díly, zejména třídy C194 (měď-železo-fosfor) a C7025 (měď-nikl-křemík), které nabízejí dobrou elektrickou vodivost kombinovanou s pružinovými charakteristikami a tvarovatelností potřebnou pro miniaturní kontaktní a koncové aplikace. Slitiny mědi beryllium, zejména C17200 ve stavu žíhaném v roztoku, jsou určeny pro mikrolisované pružinové kontakty, kde je vyžadována maximální pružná výchylka při zatížení, i když jejich zpracování vyžaduje pečlivou pozornost ke zdravotním a bezpečnostním kontrolám během lisovacích a dokončovacích operací.
Výzvy v oblasti kontroly a měření kvality v Micro Scale
Ověřování rozměrové shody mikrolisovaných elektronických lisovacích dílů vyžaduje kontrolní zařízení a metodiky, které výrazně přesahují standard souřadnicových měřicích strojů a optických komparátorů ve většině laboratoří kvality lisování. Velikosti prvků měřené v desítkách mikronů vyžadují bezkontaktní optické měřicí systémy – typicky automatizované systémy vidění s objektivy se submikronovým rozlišením a telecentrickou optikou – schopné měřit stovky prvků na díl během sekund při rychlostech výrobní linky. U nejkritičtějších rozměrů poskytuje rastrovací elektronová mikroskopie (SEM) rozlišení potřebné k charakterizaci kvality hran, výšky otřepů a stavu povrchu na úrovni detailů nedosažitelné světelnou optikou.
Statistické řízení procesu pro mikrolisované elektronické lisovací díly musí být implementováno na úrovni přísnosti, která přesahuje typické programy SPC používané při výrobě standardních elektronických lisovacích dílů. Opotřebení matrice v mikroměřítku vytváří míry rozměrového posunu, které mohou překročit toleranční hranice v rámci jedné výrobní směny, spíše než během vícedenních výrobních cyklů typických pro standardní nástroje. SPC v reálném čase s automatickou zpětnou vazbou na parametry lisu – nastavení výšky uzavření, postupu podávání a dodávky mazání v reakci na naměřené rozměrové trendy – je stále běžnější praxí ve vedoucích operacích mikrolisování v sektoru přesné elektroniky.
Výběr mezi mikro a standardními elektronickými lisovacími díly pro vaši aplikaci
Rozhodnutí mezi specifikací mikrolisovaných nebo standardních elektronických lisovaných dílů by mělo být řízeno objektivními funkčními požadavky spíše než předpokladem, že přísnější tolerance vždy produkují lepší produkty. Standardní elektronické lisovací díly jsou vhodné všude tam, kde mohou být splněny rozměrové, elektrické a mechanické požadavky aplikace v rámci možností konvenčního lisování – a ve většině aplikací elektronických montáží ano. Výrazně nižší náklady na nástroje, širší dodavatelská základna a přímočařejší řízení kvality spojené se standardními elektronickými lisovacími díly představují skutečné výhody, kterých se nelze vzdát bez jasného funkčního odůvodnění.
Mikroražení by mělo být specifikováno, když je miniaturizace skutečným hnacím motorem designu – když zmenšené rozměry součástí umožňují smysluplná zlepšení výkonu zařízení, hustoty integrace nebo zkušenosti koncového uživatele, která ospravedlňují vyšší investice do nástrojů a složitější správu dodavatelského řetězce. Aplikace, včetně ultraminiaturních konektorů pro implantabilní lékařská zařízení, submilimetrových pružinových kontaktů pro nositelné senzory, rámečků s jemným roztečím pro pokročilé IC sady a přesných stínících komponent pro moduly citlivé na RF, to vše představuje případy, kdy schopnosti mikrolisovaných elektronických lisovacích dílů poskytují funkční hodnotu, kterou nelze replikovat ve standardním měřítku.

Předchozí příspěvek
Kovové lisovací díly pro automobilový průmysl a domácí spotřebiče: procesy, materiály a standardy kvality
Další příspěvek
Jaký je rozdíl mezi tradičními a simulačně optimalizovanými lisovacími nástroji pro automobily?
naše Produkty.
Začněte své podnikání s výrobcem OEM právě zde!
Poskytujte globálním zákazníkům kompletní řešení na klíč
skrz
inovace!
RYCHLÉ ODKAZY
NOVINKY
KONTAKTNÍ INFORMACE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 č. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Čína
č. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Čína
autorská práva © Suzhou Shuangqisi Mold Equipment Co., Ltd. Všechna práva vyhrazena. Vlastní raznice Výrobci kovových lisovacích forem
