-
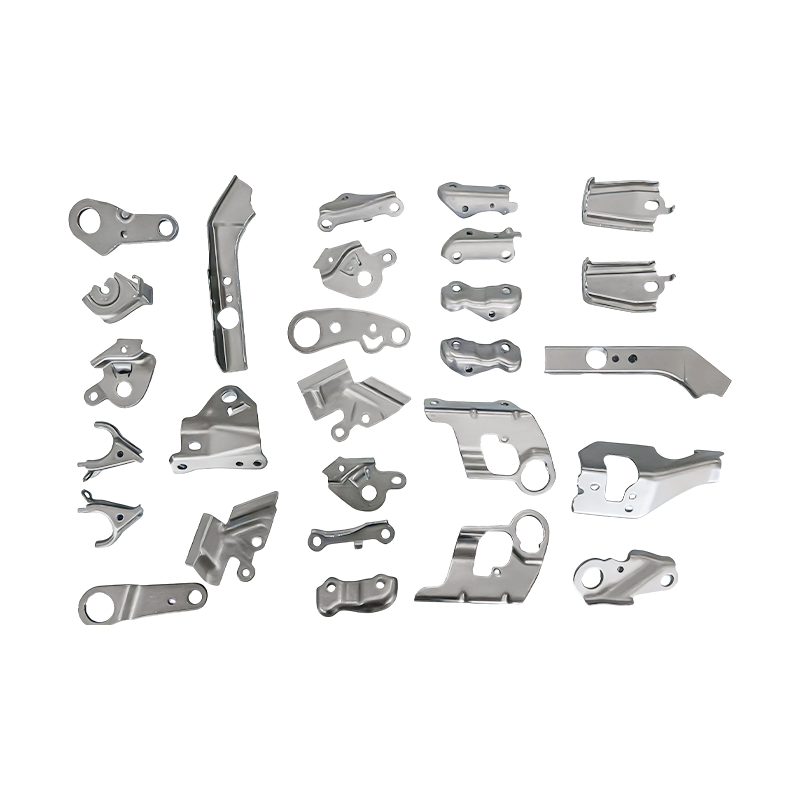
Malé automobilové díly progresivní lisovací díly
Naše díly pro progresivní lisování malých autom...
-
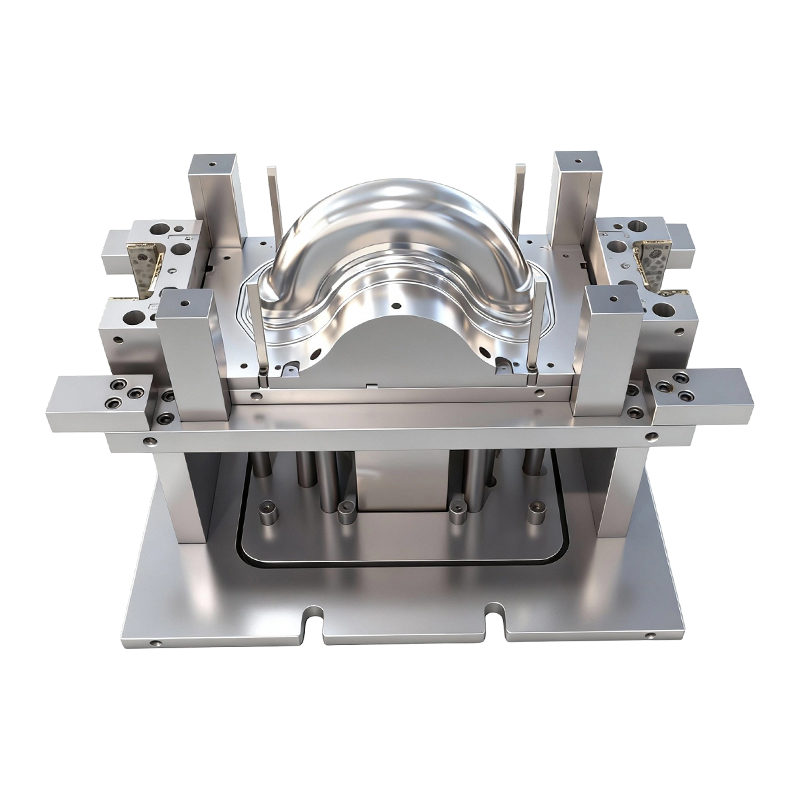
Hlubokotažná forma pro přední a zadní kola dvoukolových elektrických vozidel
Tato hlubokotažná forma pro přední a zadní kola...
-
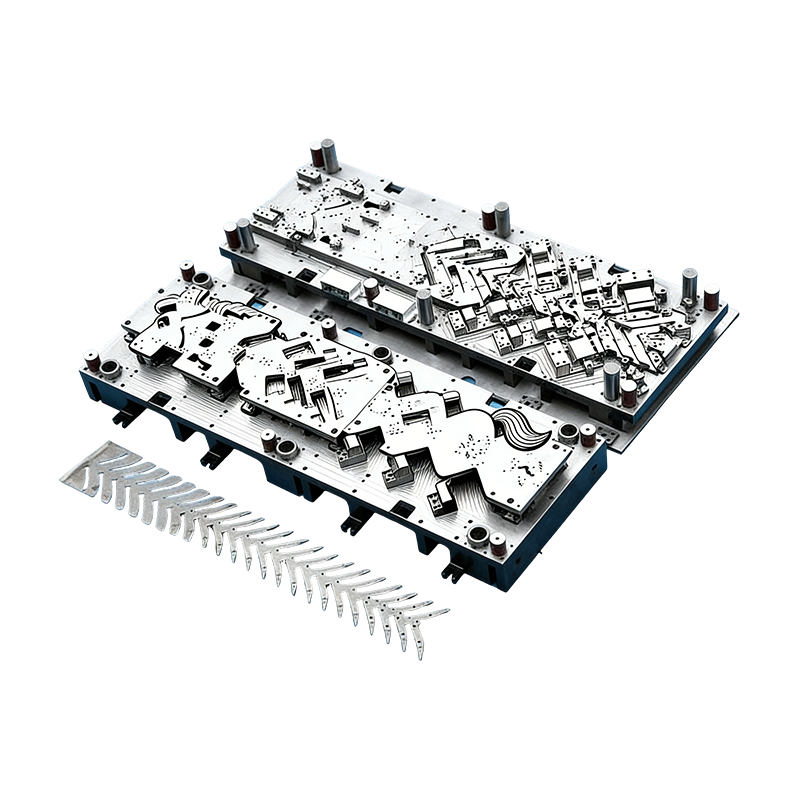
Progresivní formy pro automobilové díly
Tato kontinuální forma pro kryty automobilových...
-
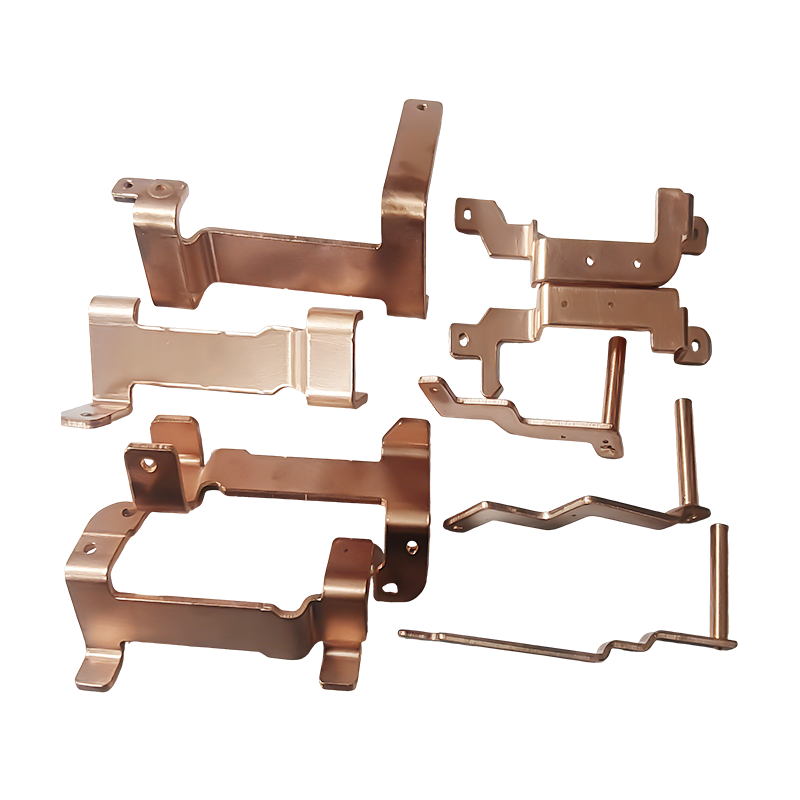
Nové díly pro lisování měděných přípojnic energetických vozidel
Nové díly pro lisování měděných přípojnic energ...
-
Malé lisované díly pro notebooky a mobilní telefony
Malé lisované díly pro notebooky a mobilní tele...
-

Lisovací díly skříně motoru automobilu
Lisovací díly skříní automobilového motoru jsou...
Novinky z oboru
Domů / Novinky / Novinky z oboru / Jak pokročilé vysokopevnostní oceli změní výrobu automobilových lisovacích dílů?
Jak pokročilé vysokopevnostní oceli změní výrobu automobilových lisovacích dílů?
2026-02-25
V čem se třídy AHSS skutečně používají Automobilové lisovací díly
Pokročilé vysokopevnostní oceli nejsou jediným materiálem, ale řadou odlišných slitinových systémů, z nichž každý je navržen se specifickým mikrostrukturálním mechanismem, aby bylo dosaženo kombinace pevnosti a tažnosti. Pochopení toho, které druhy se objevují ve kterých aplikacích automobilových lisovacích dílů, je výchozím bodem pro pochopení toho, proč tyto materiály tak zásadně mění výrobní proces. Dvoufázové (DP) oceli – nejrozšířenější řada AHSS – sestávají z feritové matrice s rozptýlenými martenzitovými ostrůvky, které dávají jakostům jako DP600, DP780 a DP980 kombinaci vysoké počáteční rychlosti zpevňování a dobrého prodloužení, které jim vyhovuje pro konstrukční prvky, jako jsou B-sloupky, podlahové příčníky a střešní kolejnice. Oceli s plasticitou indukovanou transformací (TRIP) používají metastabilní zadržený austenit, který se během tváření postupně přeměňuje na martenzit, čímž poskytuje výjimečnou absorpci energie, díky níž jsou vhodné pro součásti kritické při nárazu, jako jsou podélné kolejnice a výztuhy nárazníků. Martenzitické oceli (MS1300, MS1500) se používají tam, kde je prioritou maximální pevnost a požadavky na tvarovatelnost jsou skromné – typickými aplikacemi jsou výztuhy vahadel a dveřní nájezdové nosníky. Oceli lisované za tepla (HPF), zejména 22MnB5 s povlakem AlSi, jsou austenitizovány a následně tvářeny a kaleny současně v chlazené zápustce, čímž vzniká pevnost v tahu ve vytvarovaném stavu vyšší než 1 500 MPa, které se žádný proces tváření za studena nevyrovná u dílů, jako jsou vnitřky A sloupků a výztuže tunelů.
Výběr jakosti, která se má použít pro daný automobilový lisovaný díl, závisí na poloze dílu v bezpečnostní struktuře vozidla, jeho požadovaném chování při řízení energie při nárazu a náročnosti tvarování jeho geometrie. Komponenta, která musí progresivně absorbovat energii řízeným skládáním – jako přední kolejnice – těží z vysoké rychlosti mechanického zpevnění oceli DP nebo TRIP, zatímco komponentu, která musí zůstat tuhá a odolávat vniknutí při zatížení – jako B-sloupek – může lépe posloužit extrémní pevnost dílu lisovaného za tepla. Tento výběr jakosti specifický pro aplikaci znamená, že jedna karoserie vozidla v bílé barvě může obsahovat pět nebo šest různých tříd AHSS, z nichž každá je zpracována různými nástroji a lisovacími podmínkami.
Odpružení závažnosti a kompenzace v AHSS Automotive Lisovací díly
Odpružení je jedinou nejnáročnější výrobní výzvou, kterou AHSS zavádí do výroby automobilových lisovacích dílů, a její náročnost v těchto materiálech je podstatně větší než u čehokoli, co se vyskytlo u měkké oceli nebo dokonce u konvenčních vysokopevnostních nízkolegovaných jakostí (HSLA). Základní příčinou je vysoký poměr kluzu k tahu charakteristický pro AHSS: například DP980 má mez kluzu přibližně 700–900 MPa a pevnost v tahu 980 MPa, což dává poměr kluzu 0,71–0,92. Měkká ocel DC04 má poměr kluzu přibližně 0,45. Protože velikost zpětného odpružení je úměrná poměru meze kluzu k modulu pružnosti (Youngův modul pro ocel je přibližně 210 GPa bez ohledu na jakost) a AHSS má mez kluzu dvakrát až čtyřikrát vyšší než měkká ocel při stejném modulu, elastické napětí, které se obnoví po otevření zápustky, je proporcionálně dvakrát až čtyřikrát větší. U 90° kanálové sekce vytvořené z DP980 je běžné úhlové odpružení 10°–16° na bočních stěnách před kompenzací, ve srovnání s 2°–4° u ekvivalentního dílu z měkké oceli.
Kompenzační strategie používané v praxi pro automobilové lisované díly AHSS jsou složitější než jednoduchý geometrický overbend, který postačuje pro měkkou ocel. Obvykle se kombinují tři přístupy:
- Geometrické kompenzace řízené FEA: Software pro simulaci tváření (AutoForm, Dynaform nebo PAM-STAMP) s kalibrovanou kartou materiálu pro konkrétní třídu AHSS předpovídá rozložení odpružení po povrchu součásti. Geometrie zápustky je poté přeměněna v opačném směru o předpokládanou hodnotu zpětného odpružení – proces nazývaný kompenzace zápustky – tak, že součást po otevření nástroje pruží zpět na nominální geometrii. U složitých automobilových konstrukčních dílů tento proces obvykle vyžaduje dva nebo tři cykly simulace-kompenzace-zkušební cykly, než se geometrie formy sblíží do správného kompenzovaného tvaru.
- Restrikce po formuláři: Vyhrazená vratná stanice aplikuje zatížení při ražení nebo žehlení na oblasti dílu, které jsou nejvíce náchylné k odpružení – obvykle na boční stěny a příruby sekcí kanálů – převádí dodatečné elastické pnutí na plastické pnutí a snižuje vratné odpružení. Přítlačné síly pro DP980 mohou dosáhnout 150–200 % tvářecí síly pro stejnou geometrii v měkké oceli, což přímo ovlivňuje výběr tonáže lisu.
- Optimalizace geometrie rýhy: Zvyšující se zadržovací síla protahovací housenky natahuje materiál za jeho mez průtažnosti, když teče přes housenku, a zanechává jej ve stavu s vyšším napětím na konci tváření. Vyšší napětí při otevírání zápustky znamená menší zotavení diferenciálního napětí a předvídatelnější, rovnoměrnější zpětné odpružení, které lze snáze geometricky kompenzovat. U AHSS jsou výšky a poloměry tažné patky laděny agresivněji než u měkké oceli a výsledné zvýšení síly držáku polotovaru musí být zohledněno při plánování kapacity lisu.
Jak AHSS urychluje opotřebení matrice a mění požadavky na nástroje
Tvářecí síly potřebné k plastické deformaci AHSS jsou dvakrát až čtyřikrát vyšší než u měkké oceli stejné tloušťky a tyto zvýšené síly jsou přenášeny přímo na povrchy zápustek jako kontaktní tlak. Výsledkem je výrazné zrychlení opotřebení brusných nástrojů – zejména na poloměrech tažení, površích pojiva a břitech – které zkracuje intervaly údržby a zvyšuje celkové náklady na nástroje na vyrobený díl. Zápustka produkující automobilové lisovací díly z měkké oceli může být přebroušena po 200 000–300 000 úderech; stejná geometrie matrice tvořící DP780 může vyžadovat přebroušení po 80 000–120 000 zdvihech, pokud materiál matrice a povrchová úprava nejsou upraveny tak, aby odpovídaly vyšším kontaktním tlakům.
Strategie nástrojového materiálu a povrchové úpravy pro automobilové lisované díly AHSS se liší od praxe z měkké oceli v několika specifických ohledech. Níže uvedené srovnání shrnuje klíčové aktualizace, které se běžně používají:
| Die Component | Cvičení z mírné oceli | Cvičení AHSS |
| Nakreslete materiál matrice | Tvárná litina (GGG70L) | Nástrojová ocel D2/SKD11 nebo DC53 |
| Nakreslete povrchovou úpravu rádiusu | Chromování nebo kalení plamenem | TiAlN nebo TiCN PVD povlak (2 800–3 200 HV) |
| Řezání děrovacího materiálu | SKD11 při 58–60 HRC | Nástrojová ocel DC53 nebo PM při 60–63 HRC |
| Povrchová úprava pojivem | Žádný nebo nitridační | Nitridační PVD vrchní nátěr nebo tepelně nástřikový cermet |
| Interval přebroušení | 200 000–300 000 úderů | 100 000–200 000 zdvihů (s vylepšenými materiály) |
Galling – adhezivní přenos materiálu obrobku na povrch matrice – je zvláště škodlivý způsob selhání při tváření pozinkovaného AHSS. Zinkový povlak na pozinkované oceli DP nebo TRIP se snadno přenáší na povrch matrice pod vysokým kontaktním tlakem tváření AHSS a nahromaděný zinek pak rýsuje následné díly. Povlaky DLC (diamant-like carbon) prokázaly nejlepší výkon proti oděru pro galvanizované AHSS, protože extrémně nízká povrchová energie DLC inhibuje adhezi zinku, ale omezená teplotní stabilita DLC (degradace začíná nad 300 °C) musí být řízena zajištěním adekvátního mazání, aby se teplota povrchu matrice během výroby udržela pod touto prahovou hodnotou.
Výběr lisu a požadavky na tonáž pro automobilové lisovací díly AHSS
Tvářecí síla potřebná pro automobilové lisovací díly AHSS má přímý a významný vliv na výběr lisu. Řezací síla pro daný obvodový řez je úměrná konečné pevnosti v tahu materiálu, což znamená, že stříhání DP980 vyžaduje přibližně 2,5násobek tonáže stříhání DC04 při stejné tloušťce a obvodu. U velkých konstrukčních automobilových dílů – vnějšího B-sloupku nebo podlahové podélné kolejnice – může samotná zaslepovací síla u DP980 dosáhnout 800–1 200 tun, což vyžaduje lisy v rozsahu 1 500–2 500 tun, které zahrnují dodatečnou kapacitní rezervu, aby se zabránilo provozu při špičkovém výkonu. Konzistentní provoz lisu na 90 % jeho jmenovité tonáže s AHSS urychluje únavu rámu lisu, opotřebení spojovacích šroubů a opotřebení ložisek klikového hřídele rychlostí, kterou plány údržby kalibrované na výrobu měkké oceli nepředpokládají.
Technologie servo lisu poskytuje významné výhody pro automobilové lisovací díly AHSS oproti běžným excentrickým lisům poháněným setrvačníkem. Schopnost naprogramovat libovolné profily pohybu beranu – spíše než sledovat pevnou sinusovou křivku – umožňuje servolisům zpomalit beran přes tvářecí zónu, kde je odpružení AHSS nejcitlivější na rychlost tváření, čímž se zlepšuje rozměrová konzistence. Umožňuje také lisu setrvat v dolní úvrati po programovatelnou dobu, což prokazatelně snižuje odpružení v AHSS o 15–25 % ve srovnání s ekvivalentním dílem vytvořeným bez prodlevy, protože trvalý tlak umožňuje další uvolnění napětí ve tvarované geometrii před otevřením matrice.
Formování lisováním za tepla: Samostatný proces pro nejpevnější automobilové lisovací díly
Formování lisováním za tepla (HPF), také nazývané lisování nebo lisování za tepla, představuje zásadně odlišný přístup k výrobě nejpevnějších automobilových lisovacích dílů – těch, které vyžadují pevnost v tahu nad 1 000 MPa, které nelze dosáhnout tvářením za studena bez katastrofického odpružení nebo lomu. V přímém procesu HPF se polotovar z borové oceli 22MnB5 zahřeje na přibližně 900–950 °C (nad austenitizační teplotu), přenese se do vodou chlazené matrice, vytvořené v měkkém austenitickém stavu, a poté se kalí v uzavřené matrici při kontrolované rychlosti chlazení nad 27 °C/s, aby se dosáhlo plně martenzitické mikrostruktury 1 500–1 600 MPa v hotové části.
Důsledky pro infrastrukturu výroby automobilových lisovacích dílů jsou značné. HPF vyžaduje pece s válečkovou nístějí, které jsou schopné rovnoměrně ohřívat polotovary v rozmezí ±10 °C cílové austenitizační teploty, přenosové systémy, které přesunou horký polotovar z pece k lisování za méně než 7 sekund, aby se zabránilo nadměrnému poklesu teploty, vodou chlazené lisovnice s přesně navrženým uspořádáním chladicích kanálů, které dosahují požadované rychlosti kalení rovnoměrně po celém povrchu součásti, a ovládací prvky lisu, které udržují tlak v lisovacím lisu během 20 sekund – spíše než uzavření lisovacího lisu během 10 sekund otevření po tvarování. Investice do této infrastruktury je řádově vyšší než u konvenční linky pro lisování za studena ekvivalentní velikosti dílů, ale je to jediný proces, který spolehlivě vyrábí díly s pevností v tahu 1 500 MPa, které moderní bezpečnostní konstrukce vozidel vyžadují v místech kritických k narušení.
Pro výrobce automobilových lisovacích dílů, kteří přecházejí na AHSS a HPF, je klíčovou provozní realitou to, že znalosti materiálu, simulační schopnosti, investice do nástrojů a lisovací technologie musí postupovat společně. Samostatná modernizace jednoho prvku – například přechod na AHSS bez modernizace materiálů matrice nebo tonáže lisu – trvale přináší neuspokojivé výsledky v životnosti matrice, kvalitě součásti a stabilitě výroby. Výrobci, kteří zvládli výrobu automobilových lisovacích dílů AHSS, považují výběr materiálu, simulaci tváření, návrh zápustek, povrchovou úpravu a programování lisů za integrovaný inženýrský systém spíše než za sekvenci nezávislých rozhodnutí.

Předchozí příspěvek
Jaký je rozdíl mezi tradičními a simulačně optimalizovanými lisovacími nástroji pro automobily?
Další příspěvek
Proč elektronické lisovací raznice vyžadují přísnější tolerance než raznice pro domácí spotřebiče?
naše Produkty.
Začněte své podnikání s výrobcem OEM právě zde!
Poskytujte globálním zákazníkům kompletní řešení na klíč
skrz
inovace!
RYCHLÉ ODKAZY
NOVINKY
KONTAKTNÍ INFORMACE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 č. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Čína
č. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Čína
autorská práva © Suzhou Shuangqisi Mold Equipment Co., Ltd. Všechna práva vyhrazena. Vlastní raznice Výrobci kovových lisovacích forem
