-
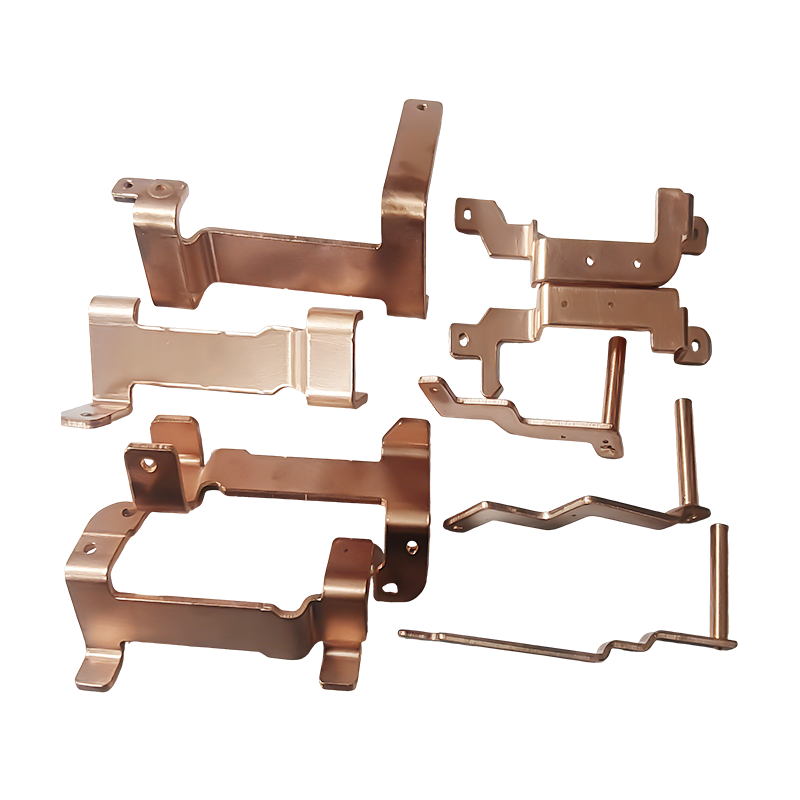
Nové díly pro lisování měděných přípojnic energetických vozidel
Nové díly pro lisování měděných přípojnic energ...
-
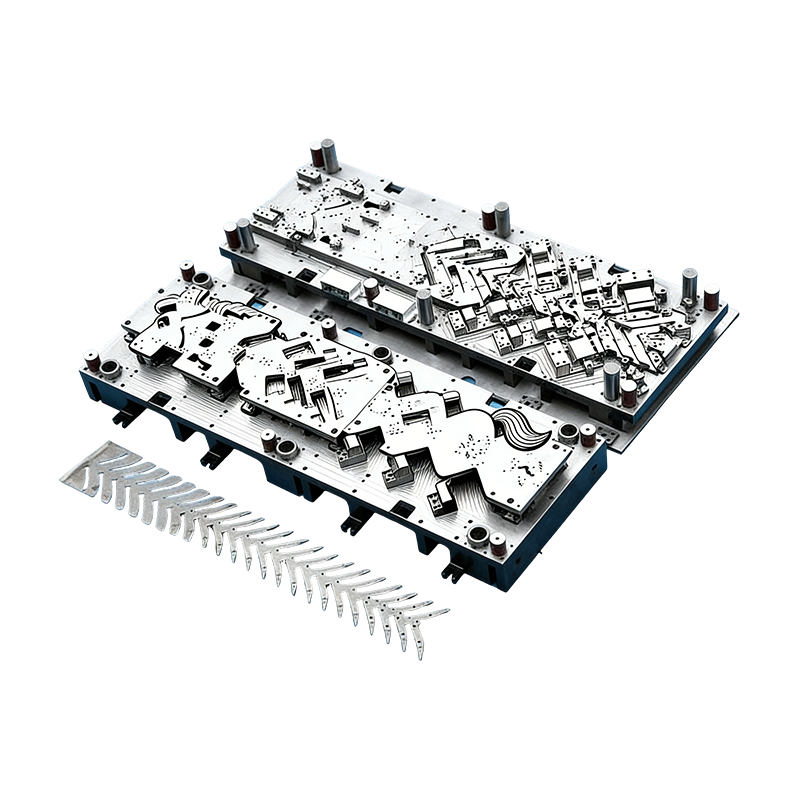
Progresivní formy pro automobilové díly
Tato kontinuální forma pro kryty automobilových...
-
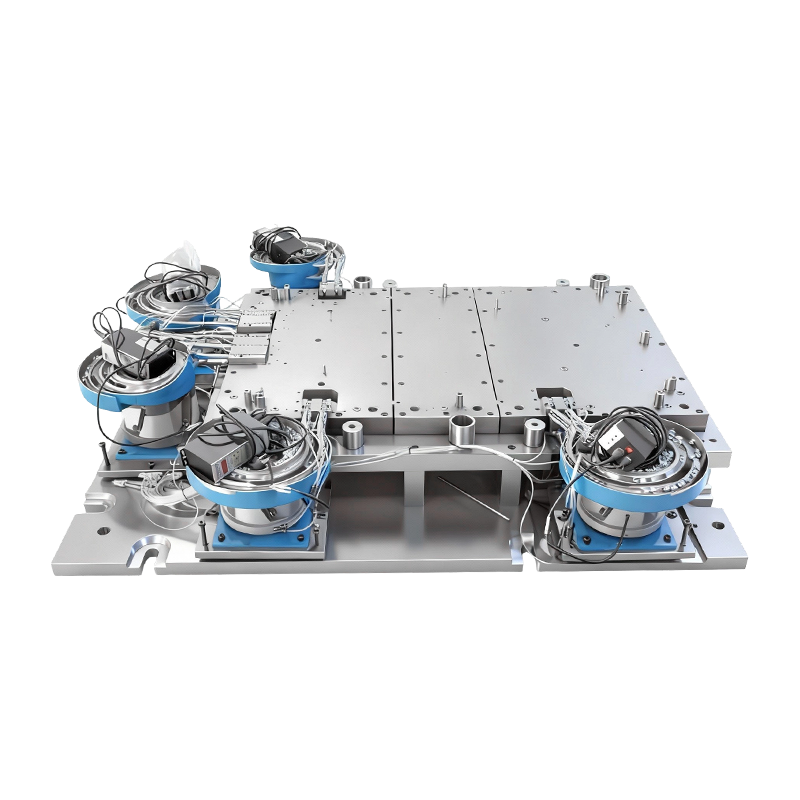
Automatická nýtovací forma pro velkou základnu počítačového stroje
Tato automatická nýtovací forma pro základnu ve...
-
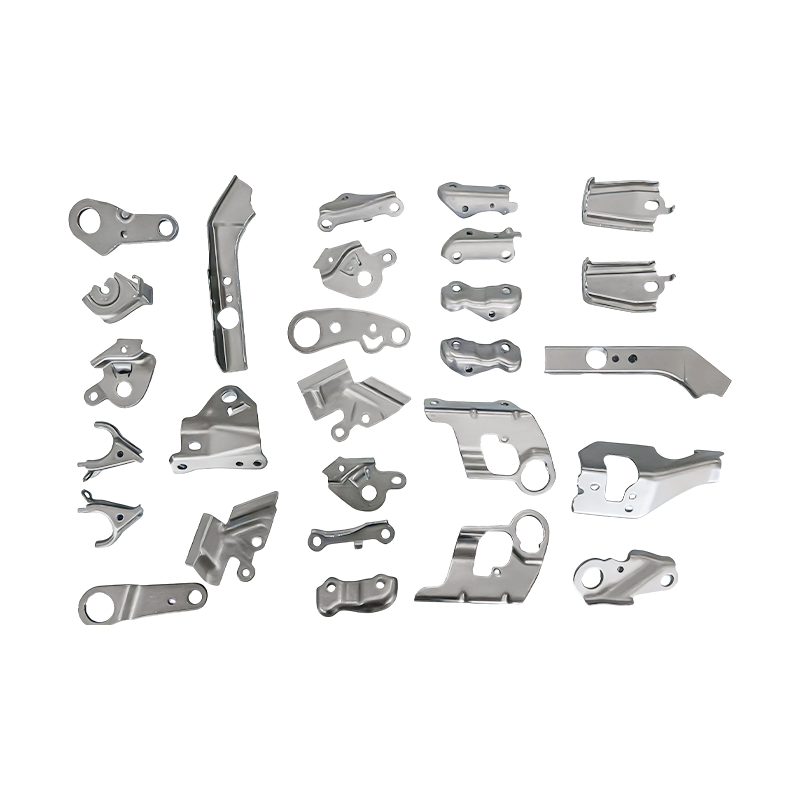
Malé automobilové díly progresivní lisovací díly
Naše díly pro progresivní lisování malých autom...
-
Hlubokotažná forma pro přední a zadní kola dvoukolových elektrických vozidel
Tato hlubokotažná forma pro přední a zadní kola...
-
Špičkové díly pro lisování pecí
Naše špičkové díly pro lisování pecí jsou preci...
Novinky z oboru
Domů / Novinky / Novinky z oboru / Proč elektronické lisovací raznice vyžadují přísnější tolerance než raznice pro domácí spotřebiče?
Proč elektronické lisovací raznice vyžadují přísnější tolerance než raznice pro domácí spotřebiče?
2026-02-25
Funkční mezera, která způsobuje rozdíly v toleranci
Toleranční požadavky jakékoli raznice jsou nakonec odvozeny od toho, co musí hotový díl dělat v provozu. Lisovací raznice pro domácí spotřebiče vyrábí komponenty – bubnové panely praček, skořepiny dvířek lednice, držáky podvozku klimatizace a kryty mikrovlnné trouby – kde primárními kritérii výkonu jsou strukturální tuhost, odolnost proti korozi, vzhled povrchu a zapadají do sestavy, která je sestavena lidskou rukou pomocí mechanických spojovacích prvků. Rozměrové tolerance, kterými se tyto díly řídí, obvykle spadají do rozsahu ±0,1 mm až ±0,3 mm pro obecné rozměry profilu a ±0,05 mm pro kritická umístění otvorů a rozhraní přírub. To jsou smysluplné požadavky na přesnost, ale odrážejí realitu montáže velkých plechových skříní, kde několik desetin milimetru odchylky polohy může být pohlceno otvory pro vůli upevňovacích prvků, housenky tmelu nebo vlastní poddajnost tenkých plechových panelů.
Elektronické lisovací raznice naproti tomu vyrábí díly, jejichž rozměrová přesnost je přímo spojena s elektrickým, mechanickým nebo elektromagnetickým výkonem. Konektor konektoru vyražený pro přenos proudu 5 A přes 0,3 mm silný fosforový bronzový pásek musí udržovat kontaktní sílu v přesně definovaném rozsahu – příliš malá síla a spojení se stává odporovým nebo přerušovaným, příliš mnoho a protilehlý konektor nelze zasunout nebo se svorka předčasně unaví. Tato přítlačná síla je určena geometrií pružiny koncovky, která je dána poloměrem ohybu, úhlem a rozvinutou délkou proužku – vše je řízeno v toleranci ±0,01 mm až ±0,02 mm v dobře navržené elektronické raznici. Laminace motoru vylisovaná z křemíkové oceli musí udržovat toleranci šířky štěrbiny ±0,015 mm, aby bylo zajištěno, že vzduchová mezera mezi rotorem a statorem bude po obvodu rovnoměrná, protože nerovnoměrné vzduchové mezery vytvářejí nevyváženou magnetickou sílu, která snižuje účinnost a generuje vibrace. Nejedná se o konzervativní technické rozpětí – jedná se o minimální úrovně přesnosti, na kterých elektronické zařízení funguje v rámci své specifikace.
Jak měřítko dílu zesiluje požadavek na přesnost v elektronických lisovacích nástrojích
Měřítko je jedním z nejdůležitějších – a nejvíce nedoceněných – důvodů, proč elektronické raznice vyžadují přísnější absolutní tolerance než raznice pro domácí spotřebiče. Panel bubnu pračky může mít rozměry 600 mm × 500 mm a tolerance polohy ±0,2 mm na montážním otvoru představuje relativní přesnost 1 díl ku 3 000 vzhledem k největšímu rozměru dílu. Konektor USB-C může mít celkové rozměry 8 mm × 2 mm a tolerance polohy ±0,02 mm na kontaktním paprsku představuje relativní přesnost 1 díl ku 400 vzhledem k největšímu rozměru dílu – téměř osmkrát těsnější v relativním vyjádření a dosažený na dílu, který má 75krát menší plochu. Udržení této úrovně přesnosti vyžaduje, aby každý prvek systému elektronických lisovacích lisů – lisovací ocel, vodicí sloupky, držák lisovníku, stahovací deska a samotný lis – fungoval na úrovni, která by byla pro lisovací lisy pro domácí spotřebiče zbytečná a neekonomická.
Miniaturizační trend ve spotřební elektronice tuto výzvu v posledním desetiletí neustále zesiloval. Rozteče svorek, které byly před dvaceti lety 2,54 mm (0,1 palce), jsou nyní běžně 0,5 mm nebo 0,4 mm u konektorů s jemným roztečím a vyražené prvky, které vytvářejí kontaktní geometrii v těchto roztečích – šířka paprsku, šířka štěrbiny, výška prolisu – musí být řízeny na tolerance, které jsou pevnou částí velikosti prvku. Jak se velikost prvků zmenšuje, absolutní tolerance se úměrně zmenšuje, i když požadavek na relativní přesnost zůstává konstantní. To je důvod, proč investice do elektronických lisovacích lisovacích nástrojů trvale vyžadovaly vyšší náklady na nástroje, jemnější oceli lisovacích nástrojů a přísnější metrologii než lisovací nástroje pro domácí spotřebiče stejného ročníku.
Rozdíly v konstrukci matric, které odrážejí požadavky na toleranci
Fyzická konstrukce elektronických lisovacích nástrojů odráží jejich přísnější požadavky na toleranci několika konkrétními a měřitelnými způsoby. Následující tabulka porovnává klíčové konstrukční parametry mezi typickými lisovacími lisy pro domácí spotřebiče a elektronickými lisovacími lisy napříč konstrukčními prvky nejvíce citlivými na toleranci.
| Designový prvek | Raznice pro domácí spotřebiče | Elektronické raznice |
| Vůle od děrovače (na každou stranu) | 8–12 % tloušťky materiálu | 3–6 % tloušťky materiálu |
| Tolerance uložení vodícího sloupku | H6/h5 (±0,008 mm) | H5/h4 (±0,003 mm) |
| Tvrdost oceli (řezné sekce) | 58–60 HRC (typicky SKD11) | 62–64 HRC (DC53, SKH51 typicky) |
| Tolerance polohy razníku | ±0,02 mm | ±0,005 mm |
| Povrchová úprava řezných hran | Ra 0,4–0,8 µm | Ra 0,1-0,2 µm |
| Primární obráběcí proces pro břitové destičky | CNC frézování broušení | Souřadnicové broušení drátu EDM |
| Interval doostření (typický) | 300 000–500 000 úderů | 500 000–1 000 000 zdvihů (tvrdší ocel) |
Těsnější uložení vodícího sloupku v elektronických lisovacích nástrojích není pouze konzervativní konstrukční volbou – přímo řídí boční polohu lisovníku vzhledem k otvoru lisu v okamžiku kontaktu s materiálem. Při průměru razníku 0,4 mm, který zaslepuje otvor v 0,15 mm silném pásu slitiny mědi, představuje boční posunutí 0,003 mm na hrotu razníku 2 % průměru razníku a 4 % tloušťky materiálu. Na těchto měřítcích se sklon vodícího sloupku, který by byl u raznice pro domácí spotřebiče zcela bezvýznamný, stává dominantním zdrojem kolísání výšky otřepů a rizika zlomení razníku.
Materiální aspekty, které utahují toleranční řetězec
Raznice pro domácí spotřebiče nejčastěji zpracovávají ocel válcovanou za studena, galvanizovanou ocel a příležitostně hliníkové slitiny v tloušťce 0,5 mm až 2,0 mm. Tyto materiály mají dobře charakterizované, relativně konzistentní mechanické vlastnosti v rámci tepelné šarže a jejich chování při zpětném odpružení – i když skutečné – je dostatečně předvídatelné, aby se kompenzovalo v konstrukci matrice pomocí standardních technik overbend nebo restrike. Tolerance tloušťky vstupního materiálu pro komerční ocel válcovanou za studena je obvykle ± 5 % nominální hodnoty, a protože tvarované prvky v dílech domácích spotřebičů jsou velké vzhledem k variaci tloušťky, tato variabilita se zřídka rozšíří do smysluplného rozměrového problému v hotovém dílu.
Elektronické raznice nejčastěji zpracovávají slitiny mědi, fosforový bronz, beryliová měď a přesnou ocel válcovanou za studena nebo křemíkovou ocel v rozměrech 0,05 mm až 0,5 mm. Slitiny mědi používané pro elektronické terminály jsou typicky specifikovány s přesností tolerancí tloušťky ±1–2 % spíše než ±5 % standardu pro konstrukční ocel, protože geometrie pružiny kontaktního terminálu je tak citlivá na tloušťku, že 5% změna tloušťky by způsobila nepřijatelný rozptyl kontaktní síly. Dokonce i v rámci této užší vstupní tolerance musí být zápustka navržena tak, aby vyhovovala celému rozsahu – což znamená, že poloměry lisování, hloubky dutiny a přídavky ohybu musí být vypočteny a ověřeny s údaji o materiálových vlastnostech specifických pro skutečnou slitinu a temperaci, která se používá, nikoli s obecnými předpoklady z materiálové příručky.
Požadavky na lis a kontroly prostředí pro elektronické raznice
Přesnost elektronických lisovacích lisů je jen tak dobrá, jakou má lis a prostředí, ve kterém pracují. Vysokorychlostní přesné lisy používané pro elektronické lisování konektorů a terminálů obsahují několik funkcí, které nejsou nutné pro lisy pro domácí spotřebiče pracující při nižších rychlostech a hrubších tolerancích. Patří mezi ně hydraulická ochrana proti přetížení, která zastaví lis během zlomku zdvihu, pokud je detekováno abnormální zatížení – chrání matrice s razníky o průměru až 0,3 mm, které by se roztříštily při zatížení chybným podáváním – a také systémy tepelné kompenzace, které upravují výšku uzavření lisu tak, aby zohledňovala tepelnou roztažnost rámu lisu během výrobního cyklu. Ocelový rám lisu se roztáhne přibližně o 0,01–0,02 mm na stupeň Celsia nárůstu teploty; u raznice pro domácí spotřebiče běžící s tolerancí ±0,1 mm je to nevýznamné, ale pro elektronickou raznici s tolerancí ±0,01 mm představuje nárůst teploty rámu o 10 °C chybu výšky uzavření o 0,10–0,20 mm, která posune hloubku průniku razníku a měřitelně změní geometrii tvarovaného prvku.
Teplotně řízené lisovny používají výrobci přesných elektronických lisovacích lisů z tohoto důvodu – ne jako luxus, ale jako praktickou nezbytnost pro udržení rozměrové stability jak při výrobě lisovnic, tak při výrobě. Metrologická zařízení používaná k ověřování elektronických součástí raznic – vzduchová měřidla, laserové skenovací systémy a souřadnicové měřicí stroje – musí být také provozována v prostředí s řízenou teplotou, protože jejich vlastní kalibrace je citlivá na stejné tepelné účinky, které destabilizují rozměry matrice.
Ověření a zajištění kvality: Vyšší laťka pro elektronické raznice
Požadavky na kontrolu a ověřování elektronických lisovacích nástrojů a jejich výstupních částí odrážejí přísnější toleranční režim v každém aspektu procesu jakosti. U lisovacích raznic pro domácí spotřebiče kontrola prvního artiklu obvykle zahrnuje ruční měření kritických umístění otvorů, výšek přírub a rozměrů profilu pomocí posuvných měřítek, výškových měřidel a měřidel typu go/no-go zástrček – praktický a nákladově efektivní přístup pro díly, u kterých jsou kritické rozměry v desítkách a tolerance v rozsahu ±0,1 mm. U elektronických lisovacích lisovacích nástrojů vyžaduje kontrola prvního artiklu rutinně úplné měření CMM všech prvků kontaktní geometrie, optické komparátorové ověření obrysů lisovníku a lisovnice a funkční testování částí vzorku – jako je měření kontaktní síly u svorek nebo měření magnetického toku u laminací – které potvrzuje, že lisovaná geometrie poskytuje požadovaný funkční výkon, nikoli pouze rozměrový výkres.
- Výška otřepů na zaslepených hranách elektronických terminálů se měří kalibrovanou optickou mikroskopií, která obvykle ověřuje, že maximální výška otřepů nepřesahuje 10 % tloušťky materiálu – specifikace, která vyžaduje rozlišení měření 0,003–0,010 mm, což je mnohem více, než je možnost ručních měřicích nástrojů používaných pro díly domácích spotřebičů.
- Koplanarita kontaktních ploch na vícekolíkové svorkovnici konektoru se ověřuje pomocí laserové profilometrie nebo mapování výšky založeného na vidění spíše než ručním srovnáním výškového měřidla, protože tolerance je typicky ±0,015 mm v rozpětí 10–20 mm a požadovaná nejistota měření musí být menší než 30 % tolerance – náročné na submikronové měření.
- Statistické grafy řízení procesu pro výrobu elektronického lisování jsou konfigurovány s kontrolními limity nastavenými na ±2σ procesu spíše než na běžnější ±3σ, protože poměr schopnosti procesu k toleranci je záměrně udržován úzký, aby bylo zajištěno včasné varování před opotřebením matrice dříve, než se vyrobí díly mimo toleranci.
Investice potřebné k návrhu, konstrukci, ověřování a údržbě elektronických lisovacích lisů na této úrovni přesnosti jsou podstatně vyšší než u lisovacích lisů pro domácí spotřebiče – v nákladech na nástroje, investicích do vybavení a kvalifikované práci. Tato investice je odůvodněna funkčními důsledky rozměrové neshody: díl domácího spotřebiče, který je o 0,1 mm mimo svou polohu, může vyžadovat mírně předimenzovaný otvor, ale elektronický terminál, který je o 0,02 mm mimo svou polohu, může selhat při testu síly vložení spojovacího konektoru, což povede k úplnému zamítnutí výrobní šarže a riziku spolehlivosti v terénu, které nemůže akceptovat ani výrobce, ani jeho zákazníci.

Předchozí příspěvek
Jak pokročilé vysokopevnostní oceli změní výrobu automobilových lisovacích dílů?
Další příspěvek
Srovnání nákladů: Kovové lisovací díly VS Produkty kovových výkresových dílů v roce 2026
naše Produkty.
Začněte své podnikání s výrobcem OEM právě zde!
Poskytujte globálním zákazníkům kompletní řešení na klíč
skrz
inovace!
RYCHLÉ ODKAZY
NOVINKY
KONTAKTNÍ INFORMACE.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 č. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Čína
č. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Čína
autorská práva © Suzhou Shuangqisi Mold Equipment Co., Ltd. Všechna práva vyhrazena. Vlastní raznice Výrobci kovových lisovacích forem
